The thickness of Cl-PProDOT films formed on 1.3 cm x 2.5 cm glass slides placed at discrete lateral positions along the central tube were measured by a profilometer (Figure 3). Conductivities were calculated from resistivity measurements using a home-built four-point probe test station. The measured conductivity of a 100-nm thick Cl-PProDOT film on glass slides is 106 S/cm, which is sufficient to qualify this film as a potential electrode material. Figure 4 is the AFM image of 100-nm PProDOT film on a glass slide. X-ray photoelectron spectroscopy (XPS) spectra of Cl-PProDOT films on glass slides before and after rinsing were collected to prove that all residual FeCl3 was removed and prove that the conductivity arises solely from the polymer (Figure 5).
The UV/Vis absorption spectra of Cl-PProDOT, Cl-PTT and Br-PEDOT are shown in Figure 6. Polymers isolated immediately after deposition are p-doped because of the presence of excess oxidant. Accordingly, these films are colored blue due to polaronic and bipolaronic absorption bands in the red/NIR region. The broad, featureless absorption bands beyond 600 nm, the characteristic of bipolaron and polaron polarons, remain unchanged in the Cl-PProDOT and Br-PEDOT films before and after rinsing, which indicates that Cl-PProDOT and Br-PEDOT remain p-doped after rinsing. In contrast, Cl-PTT shows no polaron or bipolaron peaks after rinsing, indicating that Cl-PTT is fully de-doped during the rinsing process.
Optical micrographs and scanning electron microscopy (SEM) images of paper, corduroy fabric and a cotton towel before and after coating with Cl-PTT are shown in Figure 7. After coating, the pristine white substrates become dark red, indicating the presence of Cl-PTT coatings. All the three substrates are highly textured and disordered and have high surface area. The SEM images show that the films are uniform and conformal on the surface at a micrometer scale on all the three substrates.

Figure 1. Deposition chamber setup. Schematic of the vapor deposition chamber for solid oxidants. Please click here to view a larger version of this figure.

Figure 2. Deposition chamber setup. Schematic of the tubular vapor deposition chamber for liquid oxidants. Please click here to view a larger version of this figure.

Figure 3. Thickness characterization of polymer films. Lateral polymer film thickness profile for the vapor polymerization of Cl-PProDOT.

Figure 4. Morphology characterization with AFM. AFM image of 100-nm Cl-PProDOT on a glass slide.

Figure 5. Elemental analysis. XPS spectra of a 1.3 cm x 2.5 cm glass slide coated with a 100-nm thick film of Cl-PProDOT immediately after deposition (black line) and after rinsing (red line) with methanol. The spectra reveal that iron salts are removed after rinsing.

Figure 6. Optical property characterization. Absorption spectra of Cl-PProDOT, Cl-PTT, and Br-PEDOT films on glass slides. Please click here to view a larger version of this figure.
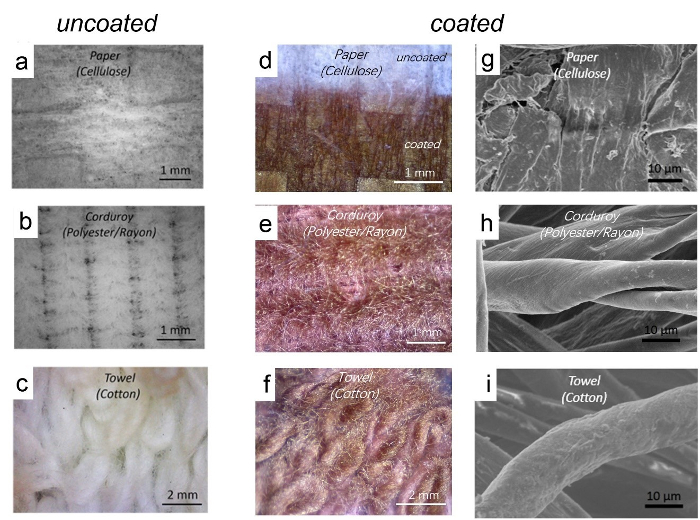
Figure 7. Morphology characterization with optical microscope and scanning electron microscopy (SEM). Optical micrographs of pristine (a-c) and PTT coated (d-f) paper, polyester/rayon corduroy and cotton towel. SEM images (g-i) of PTT coated paper, polyester/rayon corduroy and cotton towel. Please click here to view a larger version of this figure.
