Catalyst manufacturing is the backbone that supports the petrochemical industry and related industries. Commercial catalysts, see Le Page1, are typically extruded according to recipes that are well guarded trade secrets or have patented methods of manufacture. Typical catalyst sizes range from 1 mm to about 5 mm in diameter and come in a variety of shapes like a cylinder, a trilobe or a quadrulobe together also with a variety of their hollow counterparts. While the diameter and the cross section of extruded catalysts are often very well controlled, the length of individual extrudates have a more Gaussian like distribution and the individual lengths typically range from about equal to one diameter to several diameters. An exception is extruded catalysts of sufficiently large diameter, that allows them to be cut as they exit the die face, and these have a much tighter length distribution. The length distribution of the smaller 1 mm to 3 mm diameter extruded catalysts that are typical for the petrochemical industry are normally obtained by natural breakage or forced breakage depending on their intrinsic strength.
Le Page1, Woodcock2, Bertolacini3, Wu4 and Li5 show typical catalyst properties and the intricacies of the strength measurements. Typical strength measurements in the literature and in commercial settings comprise of the average crush strength of single extrudates and of the bulk crush strength. Both strength properties are in use to judge whether a catalyst has adequate strength to survive the loading and use in processes. Often also an attrition test is added to judge the catalyst attrition resistance in the process. Though a very large database exists in commercial plants on catalyst strength and use, that information is rarely accessible in the open literature. Also, many of the catalyst recipes are ad hoc and have been established after much trial and error. The modeling of this aspect of catalyst manufacturing is still challenging to say the least.
Applied here is the flexural strength of the catalyst obtained from a measurement of the Euler-Bernoulli modulus of rupture which is typically obtained in a three-point bending test. Li6 and Staub7 comment on the flexural strength of catalysts but their work is done on fairly large diameter extrudates and no direct application is given to model catalyst breakage. The flexural strength is rarely measured and reported in the literature for typical commercial catalyst sizes. Further, the flexural strength is often not applied for guidance in catalyst manufacturing
Measuring and modeling the breakage of catalysts either during its manufacture or during its use in the process is difficult. Often the catalyst extrudate length to diameter ratio is modeled based on empirical methods that relate it to strength via power laws, however, this in many instances still has a strong ad hoc component. Bridgwater8 provides a comprehensive overview of particle breakage due to shear but the length to diameter ratio of the extrudates are outside of the commercial range of extrudates discussed in this paper. Discrete element methods (DEM) and finite element methods (FEM) are now also used to investigate breakage of granules and these methods approach the problem at a fundamental level. Reference is given to Heinrich9, Wassgren10, Potyondy11, Potapov12, Carson13, and Farsi14 for details on this approach. The methods and techniques employed herein attempt to help improve modeling catalyst breakage due to collision via Newton's second law to determine the impact force and balancing this with the strength expressed by the Euler-Bernoulli modulus of rupture. For breakage by load stress in a fixed bed, a balance of load force and bed flexural strength is applied, and this allows to predict the aspect ratio of the bed as a function of the load. Very important are the measurement methods themselves that must be applied under well controlled conditions and this aspect is here in this paper detailed comprehensively. For instance, it is well known that the catalyst strength is strongly influenced by the heat treatment that is applied and also by the conditions of use when the catalyst can pick up moisture. Higher heat treatment temperatures typically strengthen the catalyst while high moisture pick-up typically weakens it. It is, therefore, important that the strength is measured on a catalyst that has seen the appropriate heat treatment and that moisture is controlled where it is necessary in order to make it representative for the use of the catalyst either during its manufacture or during its use in the process. Little is found in the literature that specifically measures and models the length to diameter ratio of catalyst extrudates that are typical for the petrochemical industry. Recently, Beeckman15,16 has used the bending strength of the catalyst to predict natural breakage and forced breakage of catalysts due to the collision. Here specific attention is given to the catalyst aspect ratio (L/D) which is defined as the arithmetic mean of the length to diameter ratios of the individual catalyst extrudates in a representative sample. The experimental methods described herein are relatively simple and allow to fundamentally study and compare experimental measurements with theoretical treatments.
The modulus of rupture (MOR) of the catalyst is a measure of its bending strength. Leonhard Euler and Daniel Bernoulli developed the first theoretically sound approach to elastic behavior and strength at rupture back in the 1750's. Figure 1 shows a schematic of the bending test and the rupture force Fr. For the specific case of a cylindrical extrudate, the modulus of rupture can be calculated from:
 (1)
(1)
Where σ is called the modulus of rupture and has dimensions of stress (Pa). D stands for the diameter of the extrudate while w is the distance between the two support points. The variable s is the shape factor and equals 8/π for a cylinder. For a comprehensive explanation of the forces and stresses at hand during the experiment as well as how to deal with different cross-sectional shapes reference is given to Beeckman16. Specifically, σ is the tensile stress at rupture directed perpendicularly to the cross section of the extrudate and located at the extreme fiber in the middle between the two support points.
For collision of an extrudate with a surface, Beeckman15 shows that two asymptotes exist with respect to the extrudate aspect ratio. The first asymptote called Φ∞ is reached upon many repeated impacts. This asymptotic behavior is easily understood since, after breakage upon collision, shorter catalysts have less momentum and therefore experience less force upon impact. At the same time, shorter catalysts also require more force to break from a perspective of torque and hence the catalyst is expected to reach an asymptotic aspect ratio Φ∞ upon many impacts. The second asymptote called Φα is reached after a single impact when extrudates are dropped that are sufficiently long. Long extrudates have proportionally more momentum and break upon the first impact in several places along their length and the aspect ratio post collision reaches the second asymptote designated Φα. Both asymptotes can be found by regression of collision data that measure the aspect ratio as a function of the number of repeated impacts from:
 (2)
(2)
Where Φ0 is the initial aspect ratio and Φj is the aspect ratio after j drops. Both the parameters Φ∞ and Φα have a physical-mechanical meaning that is related to the severity of the impact and the strength of the catalyst. The severity of the impact can be varied by varying the drop height though for large drop heights the catalyst approaches terminal velocity and hence the severity will level out.
Particle length and particle diameter are important properties of the catalyst during its manufacture and use. The size and the shape of catalyst particles are also determining factors in their packing characteristics and influence the pressure drop across the catalyst bed. In earlier days, these properties were often measured by hand and this is a very tedious procedure. Now, these properties can be readily obtained by first optically scanning a large sample of catalyst extrudates. Then, imaging software is used to determine individual particle sizes. This allows a large number of particles to be analyzed quickly and accurately, see Beeckman15. These systems are tuned to effectively recognize and measure particles with a diameter in the range of 0.8 to 4.0 mm and with lengths that can be several diameters long. This method uses a "top down" view of the catalyst and hence yields an "optical" diameter. For certain shapes, care must be exerted when comparing the optical diameter with diameter values determined manually with calipers.
The bulk crush strength test for catalysts and catalyst carriers, ASTM D7084-0417 used herein is an accepted standard test method.The catalyst is loaded in a cylindrical cell and pressure (stress) is applied typically in the 5-1,000 kPa range and is allowed to equilibrate. After each pressure point, the catalyst is unloaded. The catalyst fines are screened out from the catalyst sample and weighed while the bulk of the catalyst sample is riffled to obtain a representative sample to accurately measure the aspect ratio. While the standard bulk crush strength test procedure focusses on the amount of fines that is created in order to gauge catalyst strength, this manuscript focusses on the reduction of the aspect ratio after breakage as a function of the load, see also Beeckman18.
Breakage by Collision:
To give the reader an idea of the complexity of an impact of an extrudate onto a surface, it was thought to be beneficial to supply a few snapshot pictures at the highest frame speed we had available at the time (10,000 frames/s). Figure 2 shows such high-speed photography and captures the breakage of individual extrudates as they impact a polycarbonate surface. This surface has the added advantage that it shows the approach of the extrudate prior to impact by reflectance off the surface and allows to clearly define the instance of contact. The duration of the breakage by impact appears to be less than 10-4 s while the full impact history shows to be very complex. The forces experienced by the extrudate as a function of time during the collision are very spiked and irregular. The average deceleration defined as the impact speed over the contact time is only a rough estimate of what happens. When multiplied by the mass of the extrudate it is again only a rough estimate of the force.
The asymptotic aspect ratio Φ∞ has been determined on 25 different kinds of catalysts and their properties are given in Beeckman16. The model parameter Φ∞ for each catalyst has been obtained by non-linear regression using Eq. (2) shown in the introduction.
Figure 3 shows the reduction in the aspect ratio of a typical fresh catalyst of the same catalyst batch dropped repeatedly from different heights. This sequence clearly shows the line-out towards the asymptotic aspect ratio, Φ∞ for different drop heights i.e. different severities. Beeckman16 shows that the difference in aspect ratio for large drop heights becomes smaller and smaller due to the drag by ambient air during the fall which slows the acceleration of the extrudates and finally reaches the terminal velocity for large drop heights. It was also shown that the extrudates follow a second order break law which explains the shape of the trend curve of the aspect ratio with the number of consecutive drops. Figure 4 shows the aspect ratio of the same catalyst as in figure 3 but now starting with very long select catalyst strands after a single impact (each data-point is generated from a single extrudate). The solid symbols represent averages of the aspect ratio for each group of sizes. This shows the presence of the second asymptote Φα and also an appreciation for the error bar that is involved when the length to diameter ratio is obtained from a very limited number of extrudates.
The impulsive force that acts on the extrudate during the collision can be found by applying Newton's second law. It is shown that at the asymptotic aspect ratio Φ∞, equating the rupture force to the impulsive force leads to the following correlation:
 (3)
(3)
With the normalized dimensionless group given by:
 (4)
(4)
Where σ, Ψ, p, D and g are respectively the catalyst modulus of rupture, the catalyst shape factor, the catalyst density, the catalyst diameter and the gravitational acceleration. The normalized dimensionless severity of the impact S∞ can be expressed as:
 (5)
(5)
Where is v the impact velocity, Δt is the duration of the collision and C is a collision interaction factor. It is further shown that for a total of 25 catalysts of different size, shape and chemical make-up that were tested in the drop test that in first approximation, the group  is essentially a constant.
is essentially a constant.
Breakage by stress in a fixed bed:
Five catalysts shown in Table 1 are investigated with the bulk crush test for various pressures. Below a certain pressure, here called the critical pressure, no essential change occurs in the catalyst aspect ratio of the bed. Once the pressure increases above this critical value, the catalyst extrudate starts to break down and the aspect ratio in the bed adjusts naturally until the flexural strength of the bed is again able to withstand the applied stress. An example of the comparison of the experimental results and the predicted results are shown in Figure 5. Predicted values are shown as the solid curve and is obtained by beginning from the starting aspect ratio Φ0 of the catalyst extrudates and remaining at that value until the critical pressure Pc is reached. Thereafter, the value of the aspect ratio diminishes with the negative one third power of the load pressure.
The methodology to find the maximum allowable load for a bed to withstand catalyst breakage utilizes a balance of the load force to the strength of the catalyst bed at rupture.
Beeckman18 shows that the aspect ratio of the catalyst in balance with the load force can be described by:
 (6)
(6)
Wherein Φ is the extrudate aspect ratio while Ber is a dimensionless group given by:
 (7)
(7)
Where σ, is the modulus of rupture, s is the same extrudate shape factor as for collision, and P is the stress. The value for Ψ is determined by the bed packing and by the bed particle to particle force interactions and the authors give a theoretical value of 61/6 or about 1.35 for Ψ.
To summarize, if a bed of extrudates is loaded in the bulk crush strength test and a stress P is applied, then the extrudates will break throughout the entire bed under the applied stress P to an average value given by Eq. (6). Hence a bed with a starting aspect ratio Φ0 has a critical pressure Pc it can withstand given by:
 (8)
(8)
| Catalyst | Shape | D, diameter | Φ0 , initial aspect ratio | s, shape factor | ρ, density | σ MOR | Pc, critical stress |
| m | (-) | (-) | kgm-3 | MPa | kPa | ||
| A | QUADRULOBE | 1.43E-03 | 3.18 | 2.20 | 1250 | 0.81 | 27.9 |
| B | CYLINDER | 9.50E-04 | 5.92 | 2.55 | 750 | 1.38 | 6.4 |
| C | CYLINDER | 8.30E-04 | 7.48 | 2.55 | 1870 | 2.83 | 6.5 |
| D | TRILOBE | 2.89E-03 | 2.28 | 2.28 | 970 | 0.76 | 69.3 |
| E | CYLINDER | 1.55E-03 | 3.54 | 2.55 | NA | 1.37 | 39.7 |
Table 1: Catalysts and their properties employed in the bulk crushing study. Table 1 shows catalyst properties and derived stress properties that allow to calculate the reduction in aspect ratio during compression in the bulk crush strength measurement. Adapted from Beeckman et al. 201718
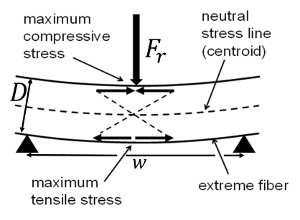
Figure 1: Three-Point Bending of a Catalyst Extrudate by an External Force F. Schematic representation of the catalyst and the position of the force applied in the middle of the two support points for the determination of the modulus of rupture. The amount of bending is highly exaggerated. According to elasticity theory, the axial stress is compressive at the top of the extrudate and the axial stress is tensile at the bottom of the extrudate. Hence there is an axis with zero stress and this is called the centroid. When the tensile stress at the bottom reaches the tensile strength of the material or modulus of rupture, the extrudate breaks at the extreme fiber located at the very bottom and propagates very fast to complete extrudate failure. Adapted from Beeckman et al. 2016 16. Please click here to view a larger version of this figure.
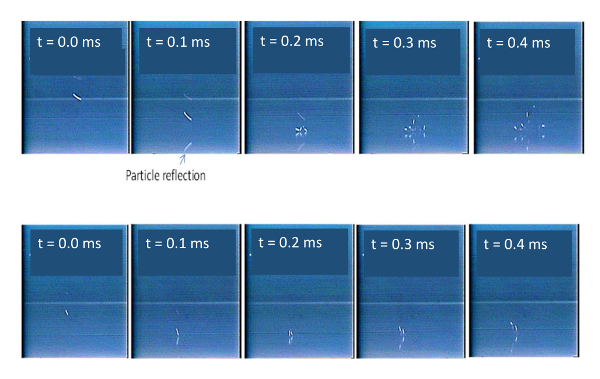
Figure 2: Impact of Extrudates on an Empty Polycarbonate Surface. High speed photography showing a sequence of two catalyst extrudate impingements against a polycarbonate surface. Shots are 0.1 ms apart from each other. Adapted from Beeckman et al. 2016 16. Please click here to view a larger version of this figure.
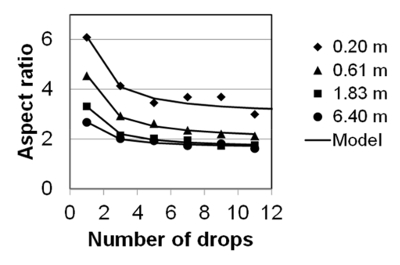
Figure 3: The aspect ratio as a function of the drop height and the number of impacts. Aspect ratio as a function of the drop height or severity and the number of impacts. For high drop heights, the asymptotic aspect ratio changes only little since the extrudates reach their terminal velocity. Adapted from Beeckman et al. 2016 15. Please click here to view a larger version of this figure.
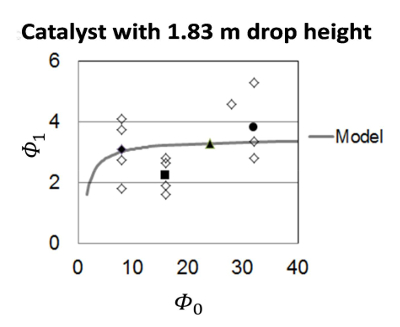
Figure 4: Aspect ratio after 1 drop of catalyst A with a large initial aspect ratio. Aspect ratio after a single drop of extrudates that have a large aspect ratio prior to the drop. For such long extrudates, the second asymptote becomes plainly visible even in the presence of substantial experimental error due to the limited number of extrudates used. Adapted from Beeckman et al. 2016 15. Please click here to view a larger version of this figure.
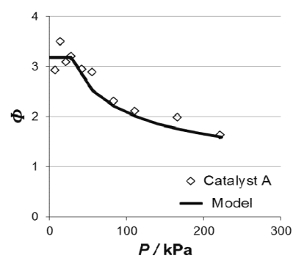
Figure 5: Catalyst Aspect ratio versus load stress for catalyst A. Reduction of the aspect ratio as a function of the applied load stress in the bulk crush strength measurement according to method ASTM D7084-04. The aspect ratio remains constant until the critical pressure is reached whereafter the catalyst breaks to smaller and smaller values as the pressure increases. Each data-point is a separate measurement with fresh catalyst from the beginning. Adapted from Beeckman et al. 201718 Please click here to view a larger version of this figure.
