Prescrit 3-D Direct Rédaction de Micron / Sous-micron Structures Échelle de fibres en suspension par l'intermédiaire d'un système de distribution robotique
Summary
Ici, nous présentons un protocole pour fabriquer librement suspendus, micron / submicroniques fibres de polymère d'échelle et des structures "web-like" générés via automatisé procédure d'écriture directe au moyen d'un système de distribution à 3 axes.
Abstract
A 3-axis dispensing system is utilized to control the initiating and terminating fiber positions and trajectory via the dispensing software. The polymer fiber length and orientation is defined by the spatial positioning of the dispensing system 3-axis stages. The fiber diameter is defined by the prescribed dispense time of the dispensing system valve, the feed rate (the speed at which the stage traverses from an initiating to a terminating position), the gauge diameter of the dispensing tip, the viscosity and surface tension of the polymer solution, and the programmed drawing length. The stage feed rate affects the polymer solution’s evaporation rate and capillary breakup of the filaments. The dispensing system consists of a pneumatic valve controller, a droplet-dispensing valve and a dispensing tip. Characterization of the direct write process to determine the optimum combination of factors leads to repeatedly acquiring the desired range of fiber diameters. The advantage of this robotic dispensing system is the ease of obtaining a precise range of micron/sub-micron fibers onto a desired, programmed location via automated process control. Here, the discussed self-assembled micron/sub-micron scale 3D structures have been employed to fabricate suspended structures to create micron/sub-micron fluidic devices and bioengineered scaffolds.
Introduction
Au cours des dernières décennies, une variété de techniques de fabrication, comme le filage humide, filage à sec et électrofilature, ont été employés pour créer de nouvelles structures en fibre de polymère avec des propriétés diverses et solides biologiques, chimiques, électriques et mécaniques 1-12. Bien que ces techniques de filature sont capables de générer des fibres en suspension en trois dimensions, ils sont limités dans leur capacité de contrôler avec précision l'orientation des fibres en trois dimensions depuis le dépôt de fibres par ces procédés sont de nature aléatoire. En outre, ces techniques sont limitées dans leur gamme dimensionnelle pour la fabrication de fibres; spécifiquement, les fibres produites par un filage au mouillé et sec diamètre varie de quelques dizaines à quelques centaines de microns, tandis que électrofilature fibres de rendements avec des diamètres allant de quelques dizaines de nanomètres à un seul micron 13.
Pour assurer un contrôle plus précis de l'orientation des fibres dans l'espace 3-D, notre groupe a développé une auto-assemble ou processus "écriture directe" fibre fabrication qui éjecte directement un matériau polymère sur un capillaire creux et pioche ensuite filaments individuels qui mince et se solidifient en diamètres de fibres prévisibles en exploitant surface mécanique des fluides entraîné tension-14. Notre système d'écriture directe initiale pour augmenter le niveau de contrôle de la position de la fibre et le diamètre est composée d'un système à ressort seringue de distribution fabriqué sur mesure fixé à la tête d'une coutume fait ultra-haute microfraisage Precision Machine (figure 1). Le UHPMM avait une scène avec une résolution de positionnement de 1,25 nm dans les directions X et Y et 20 nm dans la direction Z qui a été commandé par programme pour créer micron et du sous-micron fils et structures échelle. Une limitation de ce système d'écriture directe était notamment le manque de contrôle de débit de la solution de polymère à travers la pointe de l'aiguille. Bien que le système de distribution de ressort généré avec succès flo constantew à travers la pointe, une perle sphérique en expansion continue de solution de polymère a été créée à la sortie de l'embout de la seringue, qui varie en taille et en volume en fonction des conditions environnementales.
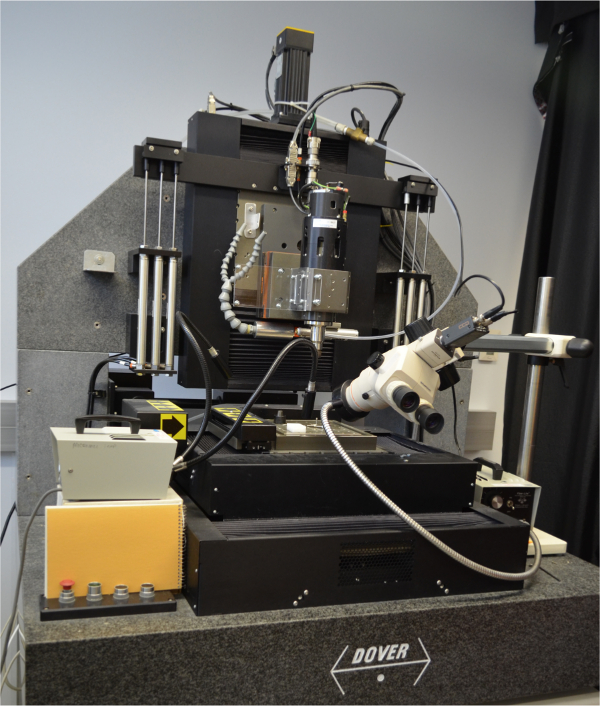
Figure 1. Image Ultra machine High Precision microfraisage:. Le premier système d'écriture directe utilisée dans la fabrication de structures d'échelle micron / submicroniques S'il vous plaît cliquez ici pour voir une version plus grande de cette figure.
L'incompatibilité de cette source bourrelet impacté la capacité du système à plusieurs reprises pour fabriquer des fils d'un diamètre prescrit. Quoique, les structures ont été générés avec succès en utilisant ce processus d'écriture directe, l'amélioration du processus en augmentant le contrôle de l'écoulement de la solution de polymère permettrait plus Precisoi, prescrit des diamètres de fibres par la réglementation de la taille des billes à la pointe de la seringue. Ainsi, cet ouvrage décrit la mise en œuvre d'un système de distribution automatisé 3 axes avec commande pneumatique valve de distribution de contrôler avec précision le débit de la solution de polymère et pointe bille taille pour créer des prescrite, micron structures suspendues / sous-micron.
Protocol
Representative Results
Discussion
Avant d'effectuer chaque essai, il est essentiel que la viscosité, les coefficients de transfert de masse et la tension de surface essai de solutions de polymères être mesurée avec précision afin de déterminer si le robot et le système de distribution est capable de traiter le polymère souhaité. Comme décrit précédemment par notre groupe, les solutions de polymère doivent conserver adéquate: 1) la tension de surface pour permettre la formation de filaments liquides dans des structures / submicroniques microns; 2) la viscosité capillaire pour résister à briser; et, 3) taux d'évaporation pour améliorer la solidification de la fibre 18. La synergie entre ces paramètres est la clé pour réussir à produire des fibres sur une gamme spécifiée de diamètres. Dans le même temps, l'instabilité dans l'un de ces paramètres empêche la formation de sous-micron / fibres à l'échelle du micron. Afin de maintenir la synergie entre ces paramètres au cours de la fabrication de fibres, il est important de veiller à ce que l'aiguille et la vanne à pointeau sont soigneusement nettoyés après une écriture directe session pour empêcher: 1) la contamination de la solution; 2) une diminution de la vitesse d'écoulement de la solution de polymère à travers l'aiguille; et, 3) la croissance excessive dans le bourrelet de polymère à la pointe de l'aiguille. En outre, le contrôleur de la température sur l'appareil de chauffage doit être réglée à la température désirée pour maintenir un débit constant d'évaporation de la solution de polymère.
Les fibres de ramification sont bifurquées 59%, 41% et 24% un diamètre supérieur à celui des structures de support des figures 6-8, respectivement, en utilisant la solution de PMMA de 24%. Cela est principalement dû à la distance à laquelle les fibres sont étirées. Plus précisément, les structures de soutien sont établis sur toute la largeur du substrat (10,0 mm dans les directions X et Y; 14,4 mm en diagonale). En conséquence, ce sont les fibres les plus longues de la structure globale en suspension. Les structures de ramification bifurquées sont significativement plus courte, allant de 7 mm de longueur maximum jusqu'à 2,5 mm. Cette courte longueur de fibrage ne fait past induire efficacement la souche de fibre requis lors du processus d'amincissement de la fibre afin de produire des fibres de petit diamètre. D'autre part, les fils de plus grand diamètre sont tenus de servir les fibres de soutien afin de soutenir efficacement le tiraillement et la déformation induite pendant le processus de dessin de la branche fourchue. Alors que les branches de bifurcation sont tirées à travers les fibres de support, un remodelage de la géométrie de la fibre de support peut se produire en raison des forces d'étirage, ainsi qu'une dissolution localisée du polymère PMMA à l'interface entre le support et les fibres ramifiées à partir du solvant présent dans le solution de polymère. Ainsi, dans certains cas, peuvent avoir besoin d'être fabriqué à partir d'une solution de polymère consistant en une concentration plus élevée de polymère pour produire des fibres de diamètre plus grand et plus solides mécaniquement les fibres de support.
Il existe principalement trois méthodes efficaces pour modifier le protocole existant pour générer un plus large éventail de soutien et de fibre ramifiéediamètres: 1) dispenser d'abord le polymère d'une pointe à plus grande aiguille (par exemple, 25 g; ID = 254 um) pour générer les fibres de soutien et ensuite échanger contre une pointe plus petite aiguille (par exemple, 32 G; ID = 101,6 pm) à fabriquer les fibres plus petites ramifiés; 2) comme indiqué ci-dessus, utiliser des concentrations de polymères multiples; et / ou, 3) ajuster la vitesse d'alimentation, à savoir la vitesse à laquelle l'étape traverse, où l'augmentation de la vitesse d'alimentation produit des fibres de plus petit diamètre et en diminuant la vitesse d'alimentation crée fibres de plus grand diamètre. À ce jour, nous avons été en mesure de fabriquer avec succès des fibres aussi petite que 90 nm; cependant, le rendement de la fibre à cette dimension est faible en raison de la rupture capillaire.
Une limitation du procédé d'écriture directe automatisée est que seulement une concentration de la solution de polymère peut être distribuée à la fois. Cela limite le niveau de complexité des structures suspendues être développé sans avoir à: 1) ajouter une deuxième vanne de distribution sur le robot;ou 2) enlever la vanne existante et effectuer le protocole de nettoyage (section 3.4) avant de distribuer la deuxième solution de polymère, qui prend du temps supplémentaire. Une deuxième limite est le taux d'alimentation (ou la vitesse d'impression), où le taux d'alimentation maximale que le système est capable d'atteindre est de 500 mm / sec. Cependant, il existe un compromis entre la vitesse d'avance et la formation de fibres. Plus précisément, si les forces d'inertie (forces dues à la vitesse d'avance) sont plus grandes que les forces de tension de surface et débit de la solution de polymère de l'évaporation, la formation de la fibre ne se produit pas. D'autre part, si la vitesse d'alimentation est trop faible, les fibres se fracture due à l'évaporation excessive avant et pendant le processus d'allongement. En troisième lieu, la structure de fibres et de dimensions sont limitées à la plage de fonctionnement de l'étage du robot, soit, 200 mm, 200 mm et 25 mm (avec une précision de positionnement 10 pm) dans les directions x, y et z, respectivement. Néanmoins, ce processus ne permettre la formation de rapport d'aspect élevé (fibre lONGUEUR: diamètre) des fibres. Stratégiquement varier la taille de la pointe de distribution et la concentration de la solution de polymère permettrait une plus large gamme de diamètre de la fibre, la création de la capacité à générer des structures suspendues librement de complexité plus élevé.
En suivant les protocoles indiqués ci-dessus, des fibres polymères microns et diamètre submicronique peuvent être générés avec un niveau élevé de contrôle spatial en exploitant les surfaces mécanique des fluides entraîné tension-de solutions de polymère, qui ne peuvent être contrôlées avec d'autres procédés humides, secs ou Électrofilage . De travail avant 8,19, nous savons que cette technique peut être utilisée pour fabriquer des complexes micro / submicroniques dispositifs fluidiques 19 et échafaudages transgéniques 8. Cette technique pas cher et facile a ses propres avantages par rapport aux méthodes traditionnelles de fabrication raboteuse à bien des égards.
Disclosures
The authors have nothing to disclose.
Acknowledgements
This work is supported by the NSF-EPSCoR (grant #0814194) and the Department of Bioengineering.
Materials
| ROBOT DR2203N 3 AXES 200MM X 200MM | Nordson EFD | 7023145 | 3-Axis Robot |
| CONTROLLER 7100, DISPENSE VALVE | Nordson EFD | 7015340 | Valve Controller |
| MICRODOT VALVE | Nordson EFD | 7021233 | Microdot Valve |
| ROBOT ACC FIXTURE PLATE 200MM | Nordson EFD | 7028276 | Fixture Platen |
| ROBOT ACC DRN / DSRN POINTS SOFTWAR | Nordson EFD | 7023144 | JR-C Software |
| ROBOT MOUNT VALVE UNIVERSAL | Nordson EFD | 7028273 | Microdot Valve Mount |
| 15 PSI BARREL PRESS. REGULATOR | Nordson EFD | 7020585 | Barrel Regulator |
| KIT O BRL/PIST 5CC CL/WH 40 | Nordson EFD | 7012096 | 5CC Barrels with Pistons |
| ADAPTER ASM O 5CC BL | Nordson EFD | 7012054 | Pneumatic Barrel Adapter |
| TIP 30GA .006X.25 LAVNDR 50PC | Nordson EFD | 7018424 | 30 GA Needle Tip (0.250" length) |
| Electric Baseboard Heater (500W, 30" length) | Cadet | 2F500 | Heater |
| Temperature Controller with Timer | Control Company | 130726596 | Temperature Controller |
| eScope USB Microscope | OiTez | DP-M02 | 200X USB Microscope |
| Poly(methyl methacrylate) | Aldrich | 182265-500G | PMMA Powder |
| Chlorobenzene | Sigma Aldrich | 284513 | Solvent to dissolve PMMA |
References
- Andrew, K. E., Glenn, D. P., Simon, M. C., Dietmar, W. H. Combining Electrospun Scaffolds with Electrosprayed Hydrogels Leads to Three-Dimensional Cellularization of Hybrid Constructs. Biomacromolecules. 9 (8), 2097-2103 (2008).
- Cho, S. M., Kim, Y. J., Kim, Y. S., Yang, Y., Ha, S. -. C. The application of carbon nanotube-polymer composite as gas sensing materials. Sensors. Proc. of IEEE. 2, 701-704 (2004).
- Xu, F., Horak, P., Brambilla, G. Optical microfiber coil resonator refractometric sensor. Optics Express. 15 (12), 7888-7893 (2007).
- Dalton, P. D., Joergensen, N. T., Groll, J., Moeller, M. Patterned melt electrospun substrates for tissue engineering. Biomed. Mater. 3 (3), 034109 (2008).
- Hadjizadeh, A., Doillon, C. J., Vermette, P. Bioactive polymer fibers to direct endothelial cell growth in a three-dimensional environment. Biomacromolecules. 8 (3), 864-873 (2007).
- Xu, C. Y., Inai, R., Kotaki, M., Ramakrishna, S. Aligned biodegradable nanofibrous structure: a potential scaffold for blood vessel engineering. Biomaterials. 25 (5), 877-886 (2004).
- You, Y. M., Lee, B. L. e. e. S. J., Lee, T. S., Park, H. In vitro degradation behavior of electrospun polyglycolide, polylactide, and poly(lactide-co-glycolide). J. Appl. Polym. Sci. 95 (2), 193-200 (2005).
- Berry, S., et al. Endothelial cell scaffolds generated by 3D direct writing of biodegradable polymer microfibers. Biomaterials. 32 (7), 1872-1879 (2011).
- Dalton, A. B., et al. Super-tough carbon-nanotube fibres. Nature. 423, 703 (2003).
- Dalton, A. B., et al. Continuous carbon nanotube composite fibers: properties, potential applications, and problems. J. Mater. Chem. , 1-3 (2004).
- Sperling, L. H. . Introduction to physical polymer science. , 325-347 (1992).
- Harfenist, S. A., et al. Direct drawing of suspended filamentary micro- and nanostructures from liquid polymers. Nano. Lett. 4 (10), 1931-1937 (2004).
- Yang, R. R., He, J. H., Xu, L., Yu, J. Y. Bubble-electrospinning for fabricating nanofibers. Polymer. 50 (24), 5846-5850 (2009).
- Berry, S., et al. Characterization and modeling of direct-write fabrication of microscale polymer fibers. Polymer. 52 (7), 1654-1661 (2011).
- . . Janome Desktop Robot JR2000N Series Operation Manual. , (2007).
- . . Brookfield DV-II+ Programmable Viscometer Operating Manual, Manual No. M/97-164-B299. , (1999).
- Flegler, S. L., Heckman, J. W., Klomparens, K. L. . Scanning and transmission electron microscopy : an introduction. , (1993).
- Berry, S. M., Pabba, S., Cohn, R. W., Keynton, R. S. Direct-Write Drawing of Carbon Nanotube/Polymer Composite Microfibers. J. Nanomater. 2012, 1-8 (2012).
- Berry, S. M., Roussel, T. J., Cambron, S. D., Cohn, R. W., Keynton, R. S. Fabrication of suspended electrokinetic microchannels from directly-written sacrificial polymer fibers. Microfluid. Nanofluid. 13, 451-459 (2012).
