As expected, the residual gas after the bakeout was mostly hydrogen.7 The pressure rise measured using the SRG was linear over a long period of time (Figure 5). Thus, the readsorption effect might be negligible and the intrinsic outgassing rate (q) for the steels tested in this study can be evaluated using the RoR method.10 The measured pressure rise data was analyzed using the linear least squares fitting method. The outgassing rates of the sample chambers were determined from the slope (Figure 5).
The measured outgassing rate for untreated STS304 steel (sample 1) was 5.1 × 10−9 Pa m3 sec−1 m-2, which is consistent with the reported values.1-7 A ~22-fold reduction in outgassing was achieved with a medium-temperature heat pretreatment in vacuum furnace for 36 hr at 450 °C (Table 1). This demonstrates the effectiveness of heat pretreatment in reducing the hydrogen outgassing rate of stainless steel, further indicating that the degassing of hydrogen during the heat treatment is governed by a bulk diffusion mechanism. While the outgassing rates for untreated mild steels were very low (<~4 × 10−10 Pa m3 sec−1 m−2 (samples 2 and 3), the outgassing rates were second to the rates of stainless steels after intensive heat treatment.1,3,4 In addition, the outgassing rate for mild steel (sample 2) decreased by only 66% following heat treatment at 850 °C for 12 hr in vacuum furnace (Table 1), and no significant reduction in outgassing was observed.
The findings from these measurements strongly suggest that the difference in outgassing between stainless steels and mild steels can be attributed to the differences in the steel making processes, and in particular, the secondary metallurgy processes, during which impurity gases are extracted.16 A vacuum degassing process, such as the Ruhrstahl-Hausen process, is generally employed during the production of mild steels. Thus, mobile hydrogen is completely degassed during the steel-making process. In contrast, mixed-gas refining, such as argon-oxygen decarburization at atmospheric pressure, is primarily used during the production of stainless steels. This provides a reasonable explanation for the observed lower hydrogen outgassing rate of untreated mild steel compared to untreated stainless steel.7
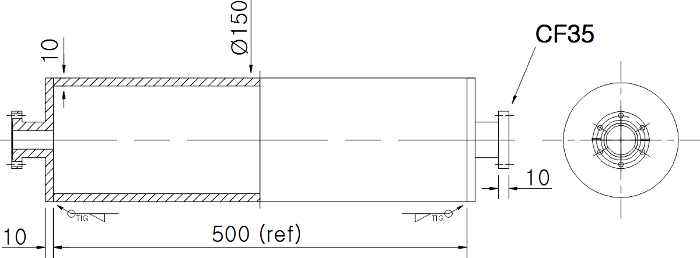
Figure 1. Sample chamber. An example of a vacuum chamber made of steel. A steel cylinder and two end plates with flanges (CF35) were directly welded. The area of the inner surface is ~2,400 cm2 and the volume is ~7 L. Please click here to view a larger version of this figure.
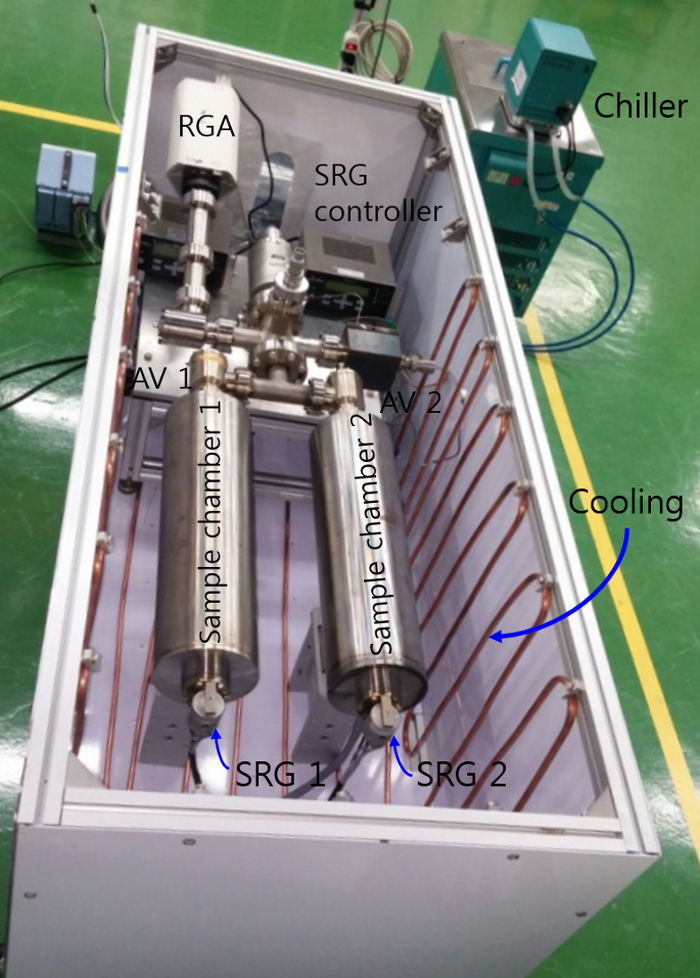
Figure 2. Oven. A bird-eye view of the oven, together with the experimental setup and the sample vacuum chamber. A simple, box-shaped oven is adequate for this experiment. Please click here to view a larger version of this figure.
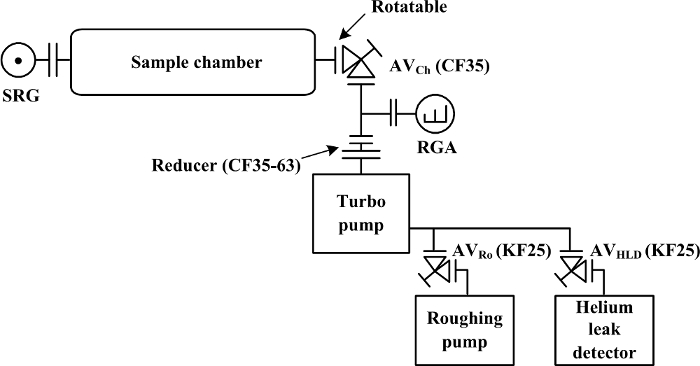
Figure 3. Experimental setup. A schematic of the experimental setup for the measurement of outgassing rates using the RoR method. A cylindrical sample chamber is placed inside a simple oven and pumped through an all-metal angle valve (AV). After bakeout, the SRG pickup head is attached and is switched on. The active temperature control is then initiated. CF: flange, KF: clamp flange, RGA: residual gas analyzer, and TMP: turbomolecular pump. Please click here to view a larger version of this figure.
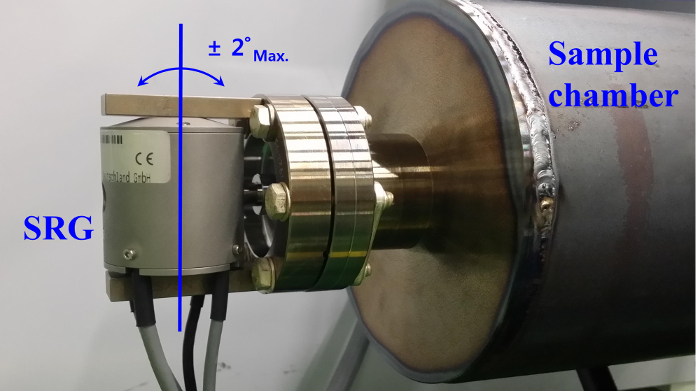
Figure 4. Mounting of the SRG head on the vacuum chamber. The axis of the SRG head should be vertical within ±2° (max) as shown. A level meter should be used to align the head. Please click here to view a larger version of this figure.
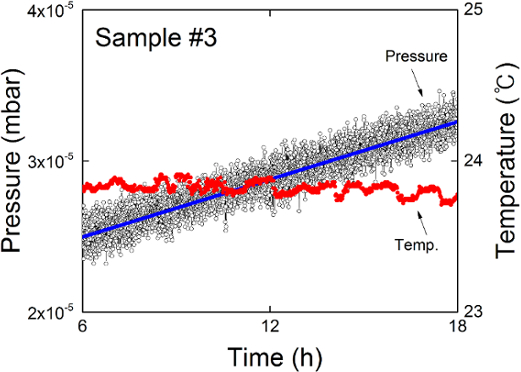
Figure 5. Representative raw RoR data (dotted line) measured using the SRG after bakeout. The solid line (in blue) is the least-squares fit of the data. The slope of the curve corresponds to an outgassing rate of 4 × 10−10 Pa m3 sec−1 (H2 equivalent). The solid line at the bottom (in red) shows the measured temperature variation, which is within ±0.1 °C. Please click here to view a larger version of this figure.
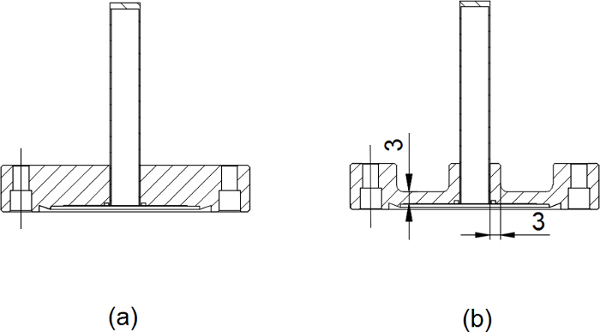
Figure 6. Modification of a commercial SRG flange. The flange is thinned as per the design drawing and heat treated at 400 °C for 72 hr (Fo ~6.4) to reduce outgassing. The measured gas load on the SRG flange, together with the angle valve (from the surface exposed to the SRG side), was 8.3 (± 0.1) × 10−12 Pa m3 sec−1, which amounts to 15%-28% of the outgassing from the samples after heat treatment (Table 1). This background gas load must be subtracted from the total gas load on the sample vacuum chamber. Please click here to view a larger version of this figure.
| Material | Sample no. | d (mm) | D (cm2/sec) | Heat treatment | Fo | q (Pa m3 sec-1 m-2) |
| Stainless steel (304) | 1 | 3.3 | – | 5.1×10-9 | ||
| 5×10-7 | 450 °C, 36 hr | 2.4 | 2.3×10-10 | |||
| Mild steel (S20C) | 2 | 10 | – | 2.6×10-10 | ||
| 1×10-4 | 850 °C, 12 hr | 17 | 8.8×10-11 | |||
| 3 | 10 | – | 4.0×10-10 |
Table 1: Measured outgassing rates. The rates (q) are total outgassing rates, in hydrogen equivalent units, and measured after an in situ bakeout at 150 °C for 48 hr. Fo represents the intensity of heat treatment (dimensionless); Fo = 4Dt/d2, where D is the diffusion constant at the heat pretreatment temperature and d is the thickness of the chamber.12,13
