As the stress on water/food/energy/environmental resources escalates, greener technologies and materials for desalination are needed1,2. In this context, direct contact membrane distillation (DCMD) process can utilize solar-thermal energy or waste industrial heat for water desalination3,4. DCMD exploits water-repellent membranes to separate counterflowing streams of hot seawater and cold deionized water, allowing only pure water vapor to transport across from the hot to cold side5,6,7,8,9. Commercial DCMD membranes almost exclusively exploit perfluorocarbons because of their water repellency, characterized by the intrinsic contact angle of water, θo ≈ 110°10. However, perfluorocarbons are expensive, and they get damaged at elevated temperatures11 and upon harsh chemical cleaning12,13. Their non-biodegradability also raises environmental concerns14. Thus, new materials for DCMD have been explored, e.g., polypropylene15, carbon nanotubes16, and organosilica17, along with variations of the process, e.g., interfacial heating18 and photovoltaic-MD19. Nevertheless, all materials investigated for DCMD membranes thus far have been intrinsically water-repellent, characterized by θo ≥ 90° for water).
Here, a protocol is described for exploiting water-loving (hydrophilic) materials towards achieving the function of water-repellent DCMD membranes i.e., separating water on either side by entrapping air robustly inside the membrane pores. Towards the proof-of-concept demonstration, double-sided polished silicon wafers with silica layers (2 µm thick) on both sides (SiO2/Si/SiO2; 2 µm/300 µm/2 µm, respectively) are used. Microfabrication processes are applied to achieve gas entrapping membranes (GEMs), which exploit a specific architecture to prevent liquids from entering the pores regardless of surface chemistry.
The inspiration for GEMs architecture originated from springtails (Collembola), soil-dwelling hexapods whose cuticles contain mushroom-shaped patterns20,21, and sea-skaters (Halobates germanus), insects living in the open ocean that have mushroom-shaped hair on their body22,23. The surface architecture, along with naturally secreted waxes, affords these insects with "super" water repellence, characterized by apparent contact angles for water (θr ≥ 150°)24. As a result, in their resting state, sea-skaters are essentially floating in air at the sea-air interface22,25. If submerged in water, they instantaneously trap a layer of air around their body (also known as plastron), which facilitates respiration and buoyancy20,23. Inspired by springtails, Kim and co-workers showed that silica surfaces with arrays of mushroom-shaped pillars can repel droplets of liquids with low surface tensions26. This was a remarkable discovery; albeit, it was found that the liquid repellence of these surfaces could be lost catastrophically through localized defects or boundaries27,28. To remedy this problem, researchers microfabricated silica surfaces with cavities whose diameters at the inlets were abruptly smaller (i.e., with a 90° turn) than the rest of the cavity27. These features are also known as "reentrant" edges, and the cavities are hereafter referred to as "reentrant cavities".
Reentrant cavities robustly entrap air on contact with liquid drops or upon submersion27. The performance of cavities of different shapes (circular, square, and hexagonal), profiles (reentrant and doubly reentrant), and sharpness of corners in relation to the stability of entrapped air over time has been compared29. It has been found that circular reentrant cavities are the most optimal in terms of their robustness for air entrapment under wetting liquids and the complexity associated with manufacturing. Also, it has been demonstrated that intrinsically wetting materials with reentrant cavities can entrap air upon immersion in wetting liquids, and thus, achieve the function of omniphobic surfaces. Based on this body of work27,28,29,30 and previous experience with DCMD31, we decided to create membranes that have pores with reentrant inlets and outlets. It was envisioned that such a membrane could entrap air upon immersion in wetting liquids due to its microtexture, giving rise to the idea of GEMs.
Consider a membrane made from a hydrophilic material comprising simple cylindrical pores: when immersed in water, this membrane will imbibe water spontaneously (Figure 1A,B) reaching the fully-filled, or the Wenzel state32. On the other hand, if the inlets and outlets of the pores have reentrant profiles (e.g., "T"-shaped), they may prevent the wetting liquid from penetrating the pore and entrap air inside, leading to Cassie states33 (Figure 1C,D). Once the air is trapped inside the pore, it will further prevent liquid intrusion due to its compressibility and low solubility in water over time34,35.
Such a system will slowly transition from Cassie to Wenzel state, and the kinetics of this process can be tuned by the pore's shape, size, and profile, vapor pressure of the liquid, and solubility of the trapped air in the liquid29,34,36. Researchers have been able to realize GEMs using silicon wafers and polymethylmethacrylate sheets as the test substrates, and proof-of-concept applications for DCMD in a cross-flow configuration have been demonstrated37. Here, a detailed microfabrication protocol for the generation of silica-GEMs is presented, starting with double-side polished silicon wafers with silica layers (2 μm thick) on both sides (SiO2/Si/SiO2; 2 μm/300 μm/2 μm, respectively). Also, the ability of the silica-GEMs to entrap air underwater is assessed using a custom-built pressure cell and confocal microscopy.
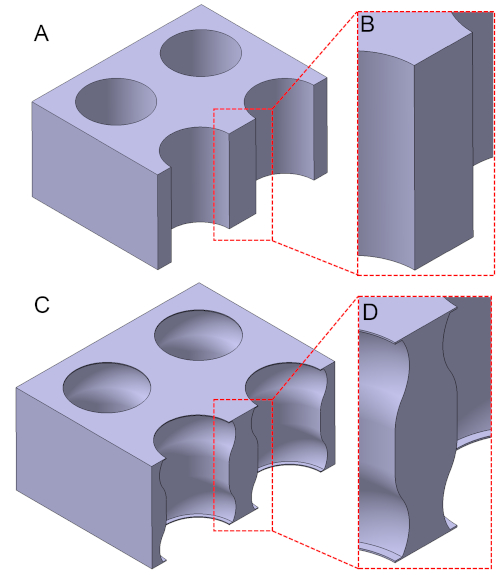
Figure 1: Schematic representation of a membrane with simple cylindrical pores (A,B) and one with reentrant pores (C,D). In contrast to the simple cylindrical pores, the reentrant pores become sharply broader after inlets/outlets, and it is this discontinuity (or the reentrant edges) that prevents liquids from intruding into the pores. Please click here to view a larger version of this figure.
In particular, this section describes the microfabrication protocol for carving arrays of pores with reentrant inlets and outlets using double-sided polished silicon wafers that are 300 µm thick (p-doped, <100> orientation, 4" diameter, 2 µm thick thermally grown oxide layers on both sides). This is referred to hereafter as SiO2(2 µm)/Si(300 µm)/SiO2(2 µm) (Figure 2).
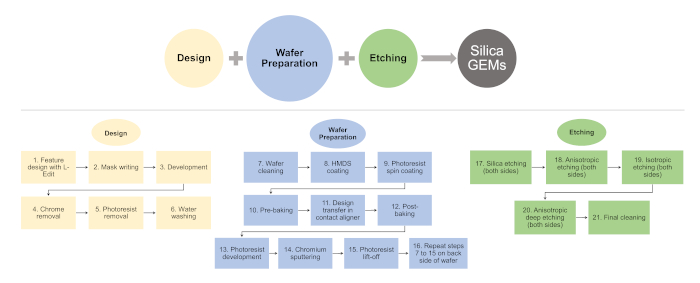
Figure 2: Flowchart listing key steps involved in the microfabrication of silica-GEMs. Please click here to view a larger version of this figure.
1. Design
- Design 16 arrays, each comprising 625 circles (diameter, D = 100 μm; pitch, L = 400 μm), along with alignment marks to be translated onto 4" SiO2(2 µm)/Si(300 µm)/SiO2(2 µm) wafers using appropriate design software (see Table of Materials; Figure 3)38.
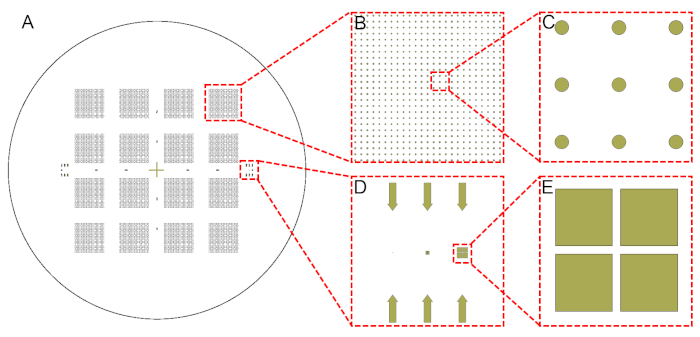
Figure 3: Designs of circular arrays. This design pattern was transferred onto SiO2(2 µm)/Si(300 µm)/SiO2(2 µm) wafers through photolithography. Shown are (A) the entire wafer, (B,C) zoomed-in views, and (D,E) alignment marks used for the manual back alignment. Please click here to view a larger version of this figure.
- Transfer features onto a 5" soda lime glass (CaxHyNazOn) mask with a 50 nm coating of chromium and thin film of photoresist (a positive photoresist; see Table of Materials) through UV exposure in a direct-writing system (exposure time = 25 ms, defocus = +10).
- Mask development
- Develop the photoresist by immersing the mask in 200 mL of developer (Table of Materials) for 60 s to expose the chrome underneath. Wash the mask with deionized (DI) water.
- Remove the exposed chromium by immersing the mask in a 200 mL bath of chrome etchant for 90 s. Wash the mask with DI water.
- Carry out a UV flood exposure (i.e., without mask) for 15 s.
- Completely remove photoresist from the mask by immersing in a 200 mL bath of developer until the photoresist completely disappears (60–120 s). Clean the mask surface with DI water and dry using a nitrogen (N2) gun.
2. Wafer cleaning
- Immerse the silicon wafer in a freshly prepared piranha solution (H2SO4:H2O2 = 3:1 by volume) maintained at a temperature of 388 K for 10 min.
NOTE: Wear appropriate personalized protection equipment (PPE) while working with piranha solution on the wet bench. - Rinse the wafer with DI water, two cycles in a wet bench, and dry it under a N2 environment in spin drier.
3. HMDS deposition
- Expose the wafer to the vapor of hexamethyldisilane (HMDS) to improve adhesion of the photoresist with the silica surface (details in Table 1).
| Stage 1: Dehydration and purging oxygen from chamber | ||
| Step | Function | Time (min) |
| 1 | Vacuum (10 Torr) | 1 |
| 2 | Nitrogen (760 Torr) | 3 |
| 3 | Vacuum (10 Torr) | 1 |
| 4 | Nitrogen (760 Torr) | 3 |
| 5 | Vacuum (10 Torr) | 1 |
| 6 | Nitrogen (760 Torr) | 3 |
| Stage 2: Priming | ||
| Step | Function | Time (min) |
| 1 | Vacuum (1 Torr) | 2 |
| 2 | HMDS (6 Torr) | 5 |
| Stage 3: Purging Prime Exhaust and Return to Atmosphere (Backfill) | ||
| Step | Function | Time (min) |
| 1 | Vacuum | 1 |
| 2 | Nitrogen | 2 |
| 3 | Vacuum | 2 |
| 4 | Nitrogen | 3 |
Table 1: HMDS priming process details.
4. Lithography
- Transfer the wafer onto a vacuum-chuck of a spin coater to spin coat the photoresist. Use AZ 5214 photoresist as a negative tone to achieve a 1.6 µm thick uniform film of the photoresist (the spin coating parameters are listed in Table 2).
NOTE: AZ 5214 can be used as a positive or negative tone photoresist based on the heat treatment (i.e., pre-baking and post-baking). If prebaked at 110 °C for 2 min, the photoresist behaves as a positive tone, such that exposed areas become dissolved during development. For the negative tone, the photoresist is prebaked at 105 ° C for 2 min followed by UV exposure and post-baking at 120 °C for 2 min.- Bake the photoresist-coated wafer at 105 °C on a hotplate for 2 min. This dries and hardens the photoresist film, which otherwise sticks to the glass mask and causes contamination issues during UV exposure, and it also improves adhesion of the photoresist to the silica surface.
NOTE: The pre-bake temperature should not be too high, as this may cause the partial destruction of light-sensitive components of the photoresist, reducing its sensitivity.
- Bake the photoresist-coated wafer at 105 °C on a hotplate for 2 min. This dries and hardens the photoresist film, which otherwise sticks to the glass mask and causes contamination issues during UV exposure, and it also improves adhesion of the photoresist to the silica surface.
| Step | Speed (rpm) | Ramp (rpm/s) | Time (s) |
| 1 | 800 | 1000 | 3 |
| 2 | 1500 | 1500 | 3 |
| 3 | 3000 | 3000 | 30 |
Table 2: Parameters for spin coating recipe to obtain a 1.6 µm layer of photoresist.
- Expose the wafer under UV exposure (80 mJ/cm2) for 15 s through the chrome mask using a mask alignment system (EVG 6200) to achieve the desired design on the photoresist.
- Bake the realized wafer at 120 °C on a hotplate for 2 min. During this step, the exposed negative photoresist film further cross-links. As a result, the UV-exposed parts of the photoresist are no longer soluble in the developer solution, while the unexposed areas are soluble.
- Further expose the wafer under UV light (200 mJ/ cm2) for 15 s in a UV cure system (PRX-2000-20).
NOTE: During this step, the photoresist areas that were not previously exposed (step 4.3) are exposed and can later be dissolved in the developer, leaving behind the desired structures on the wafer. This step is tolerant of overexposure because the desired features (in the negative tone) are no longer photosensitive after the post-baking step. - Immerse the wafer in a 50 mL bath of the AZ-726 photoresist-developer (in glassware) for 60 s to achieve the desired photoresist pattern on the silicon wafer.
- Subsequently clean the wafer using DI water and further blow-dry it with N2.
5. Sputter
- Sputter chromium on the wafer for 200 s to obtain a 50 nm thick chromium layer. The deposition is performed using a magnetron-type DC reactive sputter with a standard 2" round target source in an argon environment with the following parameters: 400 V, current = 1 A, and pressure = 5 mTorr.
NOTE: The chrome layer protects silica from dry etching under octafluorocyclobutane (C4F8).
6. Photoresist lift-off
- Sonicate the sputtered wafer in an acetone bath for 5 min to lift off the remaining photoresist (and chromium deposited on the photoresist) from the wafer, leaving behind the desired features with a chromium hard mask.
7. Processing of the other side of the wafer
- After rinsing the backside of the wafer with a copious amount of acetone and ethanol, blow-dry with an N2 gun, then repeat steps 4.1 and 4.2.
8. Manual back alignment
- Align the desired features on the backside with the front side of the wafer using the alignment marks in the design and the "Manual back alignment with crosshair" module in the contact aligner (EVG 6200).
NOTE: Manual back alignment is a crucial step in the microfabrication protocol. Thus, the designed alignment features on the photomask must be used effectively to avoid offset in pore alignment.
9. Lithography on the backside of the wafer
- For the backside of the wafer, repeat steps 4.3–4.7, section 5, and section 6 to generate the required design with chromium on both sides of the wafer. Note that the part of surface covered with chromium does not undergo etching; thus, spots in which chromium is absent on the wafer define the inlets and outlets of the pore.
10. Etching
- Undergo etching of the exposed SiO2 layer on both sides of the wafer by an inductively coupled plasma (ICP) reactive ion etcher (RIE) that employs fluorine (C4F8) and oxygen (O2) chemistries. The duration is 16 min (ICP-RIE parameters listed in Table 3) for each side.
- Process the wafer with five cycles of anisotropic etching using the Bosch process to create a notch in the silicon layer. This process is characterized by a flat sidewall profile using alternating depositions of C4F8 and sulfur hexafluoride (SF6) gases. By alternating anisotropic etching and polymer deposition, the silicon etches straight down (etching parameters listed in Table 3).
- Immerse the wafer in a bath of piranha solution (H2SO4:H2O2 = 3:1 by volume) maintained at a temperature of 388 K for 10 min. This removes the polymers deposited in the anisotropic step.
- To create the undercut, which yields the reentrant profile, undergo isotropic etch using an SF6-based recipe for a duration of 165 s (etching parameters listed in Table 3).
NOTE: This step is performed on each side of the wafer. - Anisotropic silicon etching
- Transfer the wafer to deep-ICP-RIE (Oxford instruments) to etch 150 µm of silicon using 200 cycles of deep etching using the Bosch process (etching parameters are listed in Table 3).
- Repeat step 10.4.1 with the backside of the wafer.
- Undergo piranha cleaning of the wafer in the wet bench for 10 min to remove polymeric contaminants deposited from the etching process, which ensures uniform etching rates.
- Repeat steps 10.4.1–10.4.3 to realize through pores (which can be visualized by naked eyes under a light source) in the wafer having reentrant inlets and outlets.
- Immerse the wafer in a 100 ml bath of chrome etchant for 60 s to remove chromium from both sides of the wafer.
| Parameter | Silica Etching | Anisotropic silicon etching /cycle | Isotropic silicon etching | |
| Deposition | Etching | |||
| RF power (W) | 100 | 5 | 30 | 20 |
| ICP power (W) | 1500 | 1300 | 1300 | 1800 |
| Etching pressure (mTorr) | 10 | 30 | 30 | 35 |
| Temperature (°C) | 10 | 15 | 15 | 15 |
| C4F8 flow (sccm) | 40 | 100 | 5 | – |
| O2 flow (sccm) | 5 | – | – | – |
| SF6 flow (sccm) | – | 5 | 100 | 110 |
| Etching time (s) | 960 | 5 | 7 | 165 |
Table 3: Parameters for SiO2/Si dry etching.
11. Final cleaning
- After the microfabrication process, clean the wafer with 100 mL of freshly prepared piranha solution (H2SO4:H2O2 = 3:1 by volume; T = 388 K) in a glass container for 10 min, then further blow-dry with a 99% pure N2 pressure gun.
- Place the samples in a glass Petri dish inside a clean vacuum oven at T = 323 K until the intrinsic contact angle of water on smooth SiO2 is stabilized at θo ≈ 40° (after 48 h).
- Store the obtained dry samples (silica GEMs) in a N2 cabinet.
NOTE: The entire fabrication workflow is depicted in Figure 4.
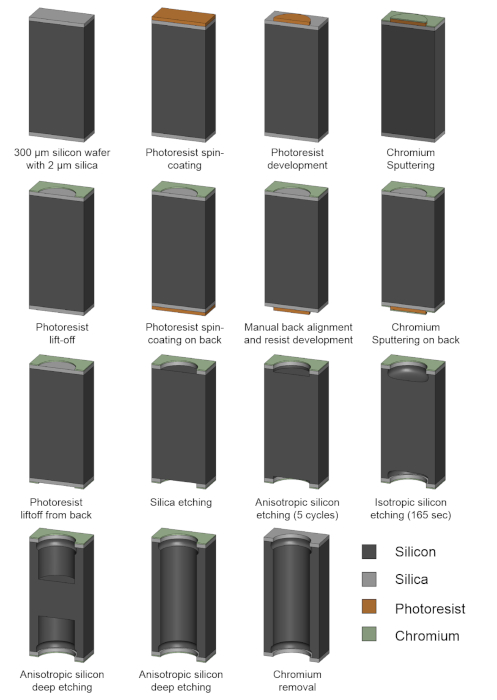
Figure 4: Schematic illustration of the GEM microfabrication process. Please click here to view a larger version of this figure.
This section presents the underwater performance of silica-GEMs microfabricated using the abovementioned protocol. The pores of these GEMs were vertically aligned, the inlet/outlet diameters were D = 100 μm, the center-to-center distance between the pores (pitch) was L = 400 μm, the separation between the reentrant edges and the wall was w = 18 µm, and length of the pores was h = 300 μm (Figure 5). Due to the inhomogeneities incurred during etching steps and minor misalignment during microfabrication, the middle portion of the pores was a bit narrower compared to the portion below the inlets and outlets of the pores, however, it did not affect the mass flux significantly.
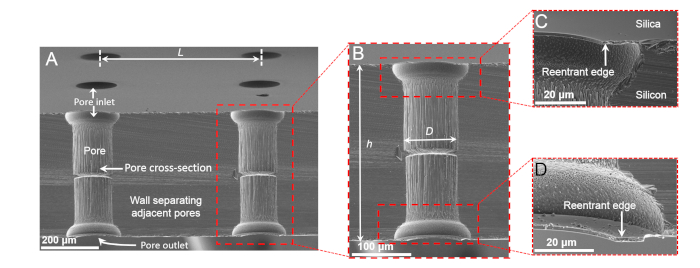
Figure 5: Scanning electron micrographs of silica-GEMs. Shown are (A) a tilted cross-sectional view of silica-GEMs, (B) a magnified cross-sectional view of a single pore, and (C,D) magnified views of reentrant edges at the inlets and outlets of a pore. Panels (C) and (D) are reprinted from Das et al.37. Please click here to view a larger version of this figure.
Immersing silica-GEMs in water
Silica (SiO2) is hydrophilic, as characterized by the intrinsic contact angle of water drops on it under saturated water vapor, θo ≈ 40°. Thus, if cylindrical pores are created on a silica sheet, water would imbibe them, reaching the fully-filled, or the Wenzel state32. To test this, a custom-built module was employed that can secure a test-membrane between a reservoir of dyed salty water (~0.6 M NaCl with food coloring) and deionized water (T = 293 K and p = 1 atm). It also logs the electrical conductivity of the deionized water reservoir into a computer to monitor pore filling in situ (Figure 6A). Here, silica membranes with simple cylindrical holes were not able to prevent the mixing of the two reservoirs, since water infiltrated instantaneously as reflected by the release of the dye (Supplemental Movie). In sharp contrast, when silica-GEMs were tested under the same conditions, they robustly entrapped air and held it intact for over 6 weeks, confirmed by electrical conductivity measurements (detection limit = ± 0.01 μS/cm), after which the experiment was discontinued (Figure 6B). These findings establish that the GEMs architecture can enable hydrophilic materials to robustly entrap air upon immersion in water. Also, a pore level scenario was presented in which the low solubility of the entrapped air in water and the curvature of the air-water interface prevented the liquid meniscus from intruding further into the pore (Figure 6C).
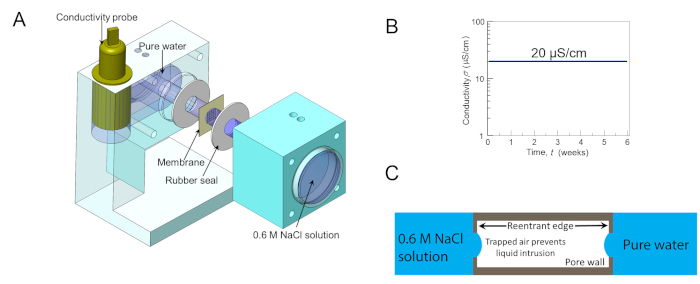
Figure 6: Membrane robustness testing. (A) Schematic of the 3D-printed customized cell for testing the robustness of membranes at separating dyed salty water (~0.6 M NaCl with food coloring) from pure deionized water (T = 293 K, p = 1 atm), while simultaneously logging the electrical conductivity of DI water reservoir into a computer. (B) A semi-logarithmic plot of the electrical conductivity of the DI water reservoir overtime when silica-GEMs were used to separate the two reservoirs. Remarkably, silica-GEMs robustly entrapped air in every pore, such that water could not penetrate even a single pore for over 6 weeks, evidenced by the electrical conductivity data. (C) Pore level schematic, showing the air-water interface at either end. Panels (A) and (B) are reprinted from Das et al.37. Please click here to view a larger version of this figure.
To gain deeper insight into the pinning and displacements of the air-water interface at the inlets and outlets of silica-GEMs underwater (~5 mm column), confocal microscopy was utilized. It is well-known that the laser used for illumination in confocal microscopy also heats up the system39, which can accelerate wetting transitions. Nevertheless, the high spatial resolution can yield useful insight. For comparison, the behavior of silica surfaces with reentrant cavities was also investigated29,40. In both scenarios, the additional heat supplied to the water reservoir above enhances the capillary condensation of water vapor inside the microtexture. In the case of reentrant cavities, the condensation of water vapor displaced the entrapped air, which caused bulging of the air-water interface upwards and destabilized the system (Figure 7A,C). Under those experimental conditions, water intruded into all the cavities in less than 2 h. In contrast, silica-GEMs remained free from bulging for a much longer period, even though the rate of heating was similar. These results were rationalized on the basis of preferential condensation of water vapor from the laser-heated reservoir onto the cooler air-water interface at the opposite side of the pore (Figure 7B,D). However, it was not possible to measure the rate of mass transfer in this experimental configuration.
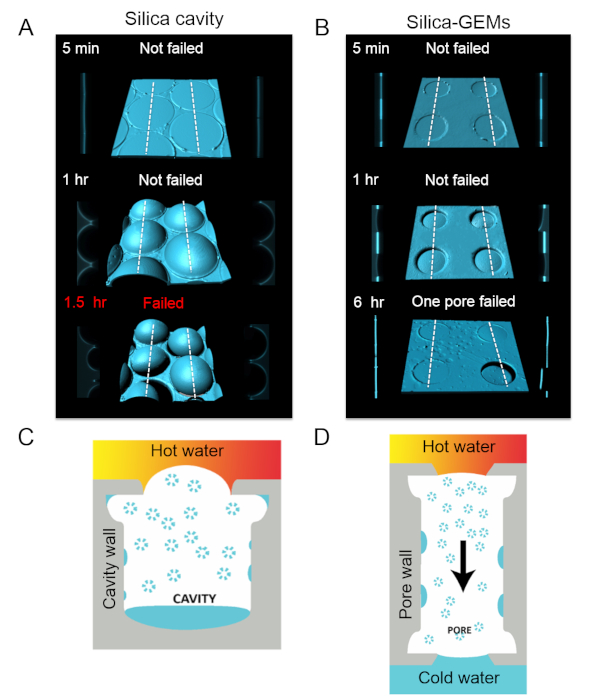
Figure 7: Air-water interfaces. (A) Computer-enhanced 3D reconstructions of the air-water interface at inlets of silica-GEMs underwater (column height, z ≈ 5 mm; laser power = 0.6 mW) along with cross-sectional views along the white dotted lines (on left and right sides of the central image). Due to heating from the laser on the top side, water vapor condensed inside the cavities, displacing the entrapped air. This caused the air-water meniscus to bulge upward and become unstable. After 1.5 h, most of the cavities were intruded by water. (B) Confocal micrographs of silica-GEMs under similar conditions as in (A). (C) Schematic of the bulging of the air-water meniscus in the case of reentrant cavities underwater. (D) Schematic for a pore in silica-GEMs under similar conditions. Hot water vapor condenses everywhere, most notably on the cooler air-water interface on the side further from the laser. As a result of this mass transfer, there is a minimal pressure build-up in the pore. Please click here to view a larger version of this figure.
Direct contact membrane distillation with GEMs
Having established that silica-GEMs can robustly separate two water reservoirs on either side, a static DCMD configuration was tested, in which the salty feed side (0.6 M NaCl at T = 333 K) and deionized permeate side (T = 288 K) were static reservoirs. Even though silica-GEMs prevented water intrusion, measurable fluxes were not observed. This was due to the fact that the thermal conductivity of silicon (k = 149 W-m-1 K-1)41 is orders of magnitude higher than that of typical DCMD membranes (i.e., k < 1 W-m-1-K-1)2. Thus, the experimental set-up with silica-GEMs suffered from what is known as temperature polarization, wherein the hot side loses heat to the cold side, lowering the flux31.
It may be possible to reduce the thermal conductivity of silicon through nanostructuring42 (for instance, to enhance its thermoelectric properties43), but these avenues were not explored. Instead, the design principles from silica-GEMs were translated to polymethylmethacrylate (PMMA) sheets (θo ≈ 70° for water, k = 0.19 W-m-1-K-1)40 to create PMMA-GEMs37. Indeed, the first (proof-of-concept) batch of PMMA-GEMs with a low porosity (of 0.08) exhibited robust separation of feed side and permeate and yielded a flux of 1 L-m2-h-1 over 90 h. Thus, it is possible to translate these silica-GEMs based studies to using more common materials for generation of greener, lower cost membranes for desalination.
Supplemental Movie. Please click here to view this file (Right click to download).
