


Summary
近くには様々 な長さのスケールの部分を完全に密な複雑な形の炭化ホウ素に否定的な添加剤の製造と呼ばれるメソッドを使用すると。この手法は、熱分解後の援助を焼結均質炭素の背後にある葉ユニークなゲル化剤としてレゾルシノール-ホルムアルデヒドを含む新しい懸濁液の製剤を介して可能です。
Abstract
炭化ホウ素 (B4C) は、存在の最も堅い材料の 1 つです。ただし、この魅力的なホテルはその切削摩耗、高硬度、武具などの軽量材料のため複雑な形状にも制限されます。このような課題を克服するために否定的な添加剤の製造 (午前) を利用して、様々 な長さのスケールでホウ素炭化物の複雑な形状を生成します。負は最初 3 D プリントされたプラスチック金型に gelcasting 懸濁液を含みます。金型が、無くなる、負のコピーとして緑色の体を残してします。レゾルシノール-ホルムアルデヒド (RF) は、従来のゲルとは異なりは、ほとんど使用される非常に複雑な金型では、ないの収縮のため新規ゲル化剤として使用されます。B4c. この高均一な分布のためその場でカーボン気孔率 2% 未満の B4C マトリックス内の非常に効果的な焼結助剤である、〜 50 wt % の炭素を残すにさらに、このゲル化剤ができます熱分解しました。焼結後達成することができます。このプロトコルは、非常に複雑なジオメトリを完全に高密度炭化ホウ素部品に近接を作成するための方法論の詳細でハイライトされます。
Introduction
炭化ホウ素 (B4C)、硬度約 38 の GPa が 3 番目に硬いとして知られているダイヤモンドの背後に、市販の材料 (~ 115 GPa)、立方ほう素の窒化物 (~ 48 GPa)。低密度 (2.52 g/cm3) と共に、このプロパティでは、防衛用防具1など魅力的になります。B4C には融点が高く、耐摩耗、セクション2,3,4クロス高中性子吸収があります。しかし、これらの有利な機械的性質の利用は通常 B4C 高密度に焼結するを必要です。ホットプレスは、従来焼結 B4C 完全緻密化するのです。この技法は、限られた曲率を持つ単純なジオメトリが多い、かなり厚みを均一します。高価で労働集約的な多結晶ダイヤモンド工具やレーザー切断加工は、細かいまたはより複雑な機能を導入する必要です。
また、圧焼結とコロイド形成技術は必要ない加工を最小限に抑えて完全に近い密度部品を作成できます。統合時に外部からの圧力の欠如のため焼結助剤通常常圧焼結の効果を高めるためセラミックの中に追加されます。炭素は、B4C5,6、7の焼結助剤として使用されます。ナノ粒子の粉末または熱分解、炭化した有機物などの各種の炭素源を使用ことができます。粒界に沿った援助を焼結カーボンを均一に分布が均一焼結 B4c. を取得するための重要な要因したがって、炭素濃度と B4C 粒子サイズも重要な相互に焼結部品を高密度8の要因。
複雑な形状のセラミックス部品を取得するための最も有望なコロイド形成技術の 1 つは、gelcasting です。この技術は、有機モノマーとセラミックの懸濁液をゲル9,10,11としての in situ重合した鋳型に鋳造を含みます。ゲルはせず破損後の処理ステップで処理されるように十分に強いが金型の形をした緑色の体を形成するバインダーとして機能します。以前低コスト ポリマー系添加剤 (午前) の製造など技術により光造形 (SLA) と溶融堆積モデリング (FDM)12不可能な 3 D 金型形状を作り出すことが今できます。3 D プリンターの最近の可用性は非常に複雑な形状を有するセラミックスの設計の新しい可能性を開きました。
否定的な添加剤の製造は、いけにえの 3 D プリントされた金型と gelcasting を組み合わせた手法です。セラミック部分の複雑さは、金型設計の複雑さに直接関係します。金型設計を非常に洗練された高解像度プラスチック製 3 D プリンターの出現でできるようになりました。たとえば、個々 の輪郭をキャプチャし、金型に組み込まれる 3 D スキャン ツールを使用できます。負を使用して、個々 の体の大きさや形状に合わせた軽量セラミック装甲を作成できます。このようなデザインのカスタマイズは、ユーザーに強化された機動性と軽い重量鎧を提供できます。
直接インクなど午前の一般的なセラミックの手法は、選択的レーザー焼結 (SLS) とバインダー (BJ) を噴射、複雑な形をしたセラミック部品の生産に有効であるも (DIW) を記述します。ただし、これらの技術のほとんどは多孔質の微細構造を生成するのに役立ちますのみと鎧アプリケーション13,14,15,16,などの大型部品までをスケーリングする場合に効率的ではありません。17します。 また、これらの技術のほとんどは、高い費用のために大量生産に適さない。したがって、負は、大型部品の工業レベルの生産のための優先および比較的安価なルートです。
Gelcasting 用 B4C の懸濁液は、粘度が低いことおよび、ゲル化剤および焼結助剤が含まれてする必要があります。レゾルシノールとホルムアルデヒドは、B4C 粒子を一緒にバインドするのに役立ちますレゾルシノール-ホルムアルデヒド (RF) のネットワークを形成する重縮合反応を受ける能力で選ばれます。Gelcasting に使用される伝統的なヒドロゲル乾燥プロセス18の間に経験豊富な高内側の収縮により中空コアの金型に限定されます。エアロジェルとして RF をよく使用するのでより複雑形状金型の使用を許可しないの収縮に少しがあります。RF を使用してのもう一つの利点は、(図 3) 懸濁液の pH を変えることによってをゲル化速度を制御できることです。さらに、高度な鋳造の準備ができるまで、別々 に格納されているレゾルシノール ・ ホルムアルデヒドを含む懸濁液を準備できます。最も重要なは、RF ゲルは、50 wt % 炭素19置き去りに熱分解することができます。炭素のこの非常に均一な分布は、B4C 完全に近い密度に焼結緻密化を助けることができます。炭化ホウ素に対する RF 15 wt % は、鋳造部品の熱分解後炭素の 7.5 の wt % を提供するために懸濁液の定式化で使用されます。
この作品の全体的な目標は、完全に近い密度に非常に複雑なジオメトリを持つ炭化ホウ素部品を入手、安価な 3 D 印刷機能とユニークなゲル化剤と伝統的な gelcasting 技術を組み合わせることです。セラミックス、に加えて負はマルチ材料システムの完全に新しいジオメトリを作成するその他の素材の分野に適用できます。ここで説明した方法論を Luらで提示された作業の展開します。8これらの結果を再現するためのより詳細なプロトコルを提供することを目的とします。
Subscription Required. Please recommend JoVE to your librarian.
Protocol
注意: すべての材料の安全データシート (SDS) と相談して、鋳造、硬化する前に材料を処理する場合、適切な保護具 (PPE) を着用してください。レゾルシノールとポリエチレンのイミンは、毒性が知られています。ホルムアルデヒドは有毒で発がん性の20です。セラミックの懸濁液の調製は、化学の発煙のフードやその他正常換気作業環境で行われるべき。
1 負の添加剤の製造
-
120 mL 2 部の懸濁液の準備
注: 懸濁液は 2 つの部分は、キャストする前に懸濁液の寿命を延ばす手助けする準備されます。一懸濁液 (R-ミックス) レゾルシノール コンポーネントが含まれます、その他 (F ミックス) ホルムアルデヒドのコンポーネントが含まれます。両方の懸濁液は、ゲル化過程を開始する最終的なサスペンションを形成する一緒に混合されます。- R-ミックスを作成するには、25.00 g の惑星ミキサーを使用して水でポリエチレン イミン (PEI) の 0.88 g 溶解を始めます。
- 別の F ミックスを作成するには、惑星ミキサーを使用して水の 16.83 g ポリエチレン イミン (PEI) の 0.88 g を溶かしてください。
注: 少なくとも数分間 2000 rpm で惑星ミキサーを使用して十分なせん断力粘性のプリンスエド ワード島、レゾルシノール、および、ホルムアルデヒドを溶解するために、炭化ホウ素粒子を停止するを提供します。プリンスエド ワード島は B4C 粒子の分散の代理店として機能します。 - R-ミックス レゾルシノール粉末 12.60 g 溶解します。ソリューションに曇り白から透明の溶液に混合粉体の完全な分解の後ください。
- F ミックスにホルムアルデヒド溶液の 17.03 g を追加し、完全な混合します。
- 徐々 に追加 5.25 g (63.00 g に到達するまで 12 単位) ホウ素炭化物粉末 (1500 f) の R-ミックスと F ミックスの両方に別々 に。
- R-ミックスと F ミックスに酢酸の 6.50 グラムを追加し、それぞれで完全混合します。
注: この時点で、2 部構成の懸濁液 B4C の 42 巻 % し鋳造用結合する準備ができているまたはストアド (存在する場合は、十分に密封) 将来の使用のため。懸濁液 ~ 1 h 以上放置する場合、粒子沈降されることに注意してください。粒子懸濁液を使用する前に徹底的な撹拌を適用することで再停止されることを確認します。また、炭化ホウ素、1250F、1500 f、3000F (おおよそのふるわれたメッシュ サイズに従って名前を指定) の 3 つの異なる商業バッチは最初にテストされました。各バッチが異なる粒子径分布と 1500 f B4C バッチは、Luらで報告された最も高い焼結密度を達成するために発見されました。8. 酢酸は、B4C 固形物負荷ステップ同様に、前にも追加できますが、末尾に追加酢酸臭を制限することによってより良い操作性を提供しています。
-
3 D の作成印刷鋳造用金型
- コンピューター支援設計 (CAD) ソフトウェア プログラムで金型設計を準備します。
- アクリロニ トリル ・ ブタジエン ・ スチレン (ABS) フィラメントと溶融堆積モデリング (FDM) 3 D プリンターを使用して金型を印刷します。
注: アセトン蒸気は、金型テクスチャを滑らかに21を必要な場合に使用できます。推奨されるノズルとベッドの温度は、それぞれ 240 ° C と 110 ° C。層の厚さ (0.2 mm)、押出速度、冷却速度などのパラメーターは、最小変形の部分の品質を最適化するために選択されます。これには、各固有のプリンター システムにいくつかの試行錯誤が必要です。1 mm 以上の壁の厚さをお勧めします。フィーチャの最小サイズは 0.5 mm です。しかし、Luらから 1 mm. 金型の下に行かないように勧め8サポート資料のダウンロードができます。
-
鋳造用を準備する 2 つの部分のサスペンションの組み合わせ
- 結合する前に徹底的に攪拌 (渦または惑星ミキサーを使用して)、F ミックスの懸濁液と B4C 粒子を確実に個別の R-ミックスがよく中断されました。
- 最終的な懸濁液を取得する R-ミックスと F ミックスを組み合わせます。
注: 結合された懸濁液の pH の 2.8、脱空気し、ゲル化が発生して開始する前に最終的な懸濁液をキャストする作業時間の約 30 分を提供する必要があります。ゲル化の発症は、懸濁液の粘度の急激な増加から観察できます。 - 、鋳造前にミックスし、真空 (20-200 torr または 2.7 27 kPa) を約 10 分間水を沸騰せずに空気の泡を削除する最終的な懸濁液の混合物に適用します。これは、真空瓶 200 300 rpm で攪拌板を使用して実現できます。
-
Gelcasting
- すぐに 3 D プリントされた金型に擁の懸濁液を注ぐ。
- 金型硬化プロセス中に水分の損失を防ぐために密封されたガラス容器の中に配置します。
- 硬化プロセスを開始する 60-80 ° C のオーブンに金型と密閉容器を配置します。
- いくつかセンチメートル長さスケールまたはおそらくは大きな金型のより長い部分の少なくとも 8 時間を治すためキャストを許可します。
-
金型成形体を取得するの解消
- 金型と密閉容器をオーブンから取り出し、室温に冷却するようにし、なさい。
- 金型が完全に水没するまでは、コンテナーに十分なアセトンを追加します。量は、サイズと使用金型 (通常 50 cm3の次元は、金型のアセトンの ~ 100 mL) のボリュームによって異なります。
注: このプロセスは離れて溶解する必要があるプラスチックの体積に依存するまで 2-4 日かかります。アセトン浴またはわずか 40 ° C に加熱の最小限の攪拌は、プロセスをスピードアップを助けるかもしれない。アセトン浴を加熱するとき、それは可燃性の化学組成は一定の範囲内の空気と組み合わせると爆発的になる可能性があります注意を実行します。 - ABS 樹脂は離れて溶解した後、アセトン浴から無料グリーンのボディを抽出します。
注: RF が硬化後金型を溶解するまで固体緑体の内側の金型形状の否定的なコピーとして形を取得します。この緑の体は優しくて慎重な取り扱いの壊すことがなく後の後処理手順で生き残るために十分な強いべきであります。 - 完全な乾燥と水分の除去を確保するため 80 ° C のオーブンで成形体を配置します。
注: 乾燥時間は、グリーンのボディのボリュームによって異なります。一晩 (8 時間 >) を乾燥する部分を残して緑色の体サイズ 1000 cm3未満に十分です。過乾燥には害はありません。
2. 炭化
- 乾燥後、グラファイト箔を敷いた 2 インチ石英管で各緑ボディを置き、流れる炉に入れてガス [250 標準立方センチメートル (SCCM) の空気の 4 wt % H2(g) と 96 の wt % の間に還元雰囲気を作成する Ar(g) から成る、熱分解処理]。
- 1050 ° C までの 5 ° C/分で炉内緑の体の熱を 3 時間押し。
注: ゲル キャスト成形体 B4C を基準にして高周波の 15 wt %、熱分解処理後約 7.5 wt % 炭素をいたします。このプロセスはレゾルシノール-ホルムアルデヒド残基の多くを削除し、トラップを使用していない場合、深刻な炉を汚染します。 - 緑の体が一様に暗い熱分解処理からの炭素の存在を示す色出てくることを確認します。
3. 焼結
注: 焼結後サンプルの表面粗さが向上します使用金型表面粗さに若干します。これは、焼結試料の 57-58 巻 % 収縮の結果です。
- 焼結用ヘリウムガス (420 SCCM) を流れる真空埋戻しと黒鉛炉で炭化部分を配置します。~ 170 kPa の入口圧力を試料室に直接フロントと温度計の windows に 280 SCCM と 140 SCCM を適用します。
- 2290 ° C (2000 ° c 2290 ° c、3 K/分 20 K/分) に炉を熱するし、部品の最適な高密度化を達成するために 1 時間保持します。
注: アルキメデス密度は炭化ホウ素焼結部品の密度を測定する一般的で簡単なテクニックです。アルキメデス密度キットは、サンプルまたは手動で密度を測定する決定22分析的なバランス スケール上に追加できます。7.5 wt % 炭素を有するボロン カーバイドが 2.49 g/cm3の理論最大密度 (TMD) があります。この方法から 2290 ° C で焼結部品は 97.6 ± 0.4 %2.43 ± 0.01 g/cm3になります顎関節症。
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
次の輪郭を描かれたプロシージャ (図 1)、複雑な形をした炭化ホウ素炭素 (B4C) 部品で硬さ 23.0 ± 1.8 GPa8のと理論最大密度の 97.6 ± 0.4% まで焼結することができます。焼結 B4C 部品の可能な例をいくつかの例を示します (図 2)。これらの例では、gelcasting によるコピーことができます微細テクスチャ特徴を示しています。これ正確なメソスケールの機能を必要とする部分を作成するために便利です。異なる pHs 最終 B4C 懸濁液のレオロジーを測定しました。PH 2.8 の懸濁液を混合、練、鋳造 (図 3) には 20 分以上の最低粘度を持つものとして測定しました。
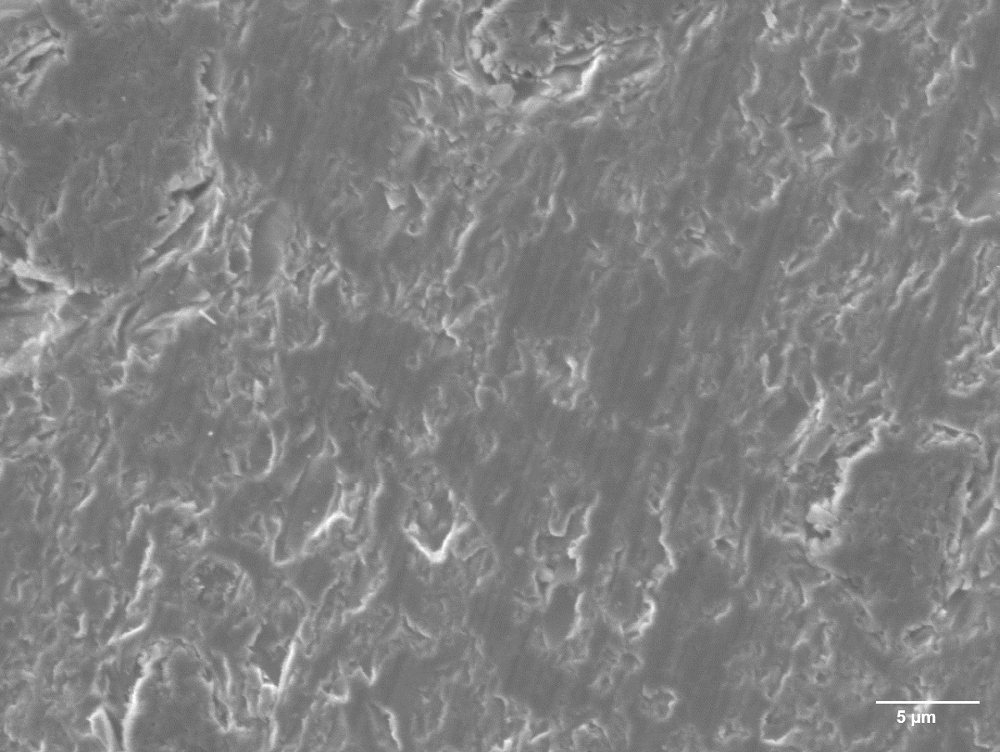
さらに走査電子顕微鏡は、炭素の一様ネットワークは RF (図 4 aおよび4 b) の熱分解後 B4C 粒子にコーティングされて示されます。鋳造及び加熱処理後の治療手順、特性 x 線回折 (XRD) によるグラファイト (図 4) カーボンの進化を確認。完全に焼結炭化ホウ素試料の微細構造のイメージは非常に望ましい最後の部分で低気孔率を明らかにした (図 5)。

図 1:高密度複雑な形の炭化ホウ素の製造全体負午前プロセスの描写。この回路図は、最終的なセラミック部品の焼結金型の 3 D プリントからの全体の製造プロセスのステップの概要を提供します。この図は、Luらの許可を得て変更されています8.この図の拡大版を表示するのにはここをクリックしてください。

図 2:焼結複合形 B4C 部品 > 97% 密度負から調製した。(a) ジャイロイド;(b) ケルト族の結び目;(c) 立方格子。各図形のわずかなテクスチャの違いは使用される 3 D プリントされた金型の品質の違い (暗い黒い領域炭素残留金型の熱分解後、表面に残って、こすり落とすことが)。この図は、Luらの許可を得て変更されています8.この図の拡大版を表示するのにはここをクリックしてください。

図 3: 最終 B4C の懸濁液のレオロジー 。(B4C、レゾルシノール-ホルムアルデヒドと異なる pH の懸濁液のための時間の関数として a) 複素粘性。肥厚は、1 Pa∙s で粘度として定義されます。(b) 異なる pH の懸濁液の肥厚に到達する時間。この図は、Luらの許可を得て変更されています8します。 一定の 30% 振動ひずみと 1 Hz の頻度で接続されている平行円板とレオメーターは複雑な粘度を測定する使用されました。すべてのサンプルは、その楽器の環境温度チャンバーが 80 ° C に到達するまで熱 (16.2 ° C/分) を提供するために使用された 1 つの pH 2.8 サンプルを除いて部屋の温度を測定しました。この図の拡大版を表示するのにはここをクリックしてください。

図 4:走査型電子顕微鏡、x 線回折は、RF のゲルの熱分解後炭化ほう素マトリックス内の炭素ネットワークの存在を識別するために使用されました。1500 f 炭化ホウ素粒子カーボン コーティングなし (a) と (b) 7.5 wt % 炭素コーティングが表示されます。(c) B4キャスト C の異なる熱処理段階の x 線回折。この図は、Luらの許可を得て変更されています8します。 x 線回折スペクトルの x 線回折装置を収集しました。サンプルは、ポリマー粘土にマウントされ、フラットの平準化します。LynxEye 1 次元線形 Si ストリップ検出器は、6 mm の可変発散スリットと 0.5 ° 散乱スリットで使用されました。ソースは Ni フィルター Cu 放射線 (λ = 1.5406 Å) 密封された x 線管から 40 運営 kV と 40 mA。源と検出器は一緒に結合された 2 θ とサンプルから固定角度でスキャンを歩んだの XRD 解析ソフトウェアからのポストプロセッシング アルゴリズムを 0.02 °/s. の速度で 20-80 ° はバック グラウンド ノイズから離れて貢献をストリップに使われたとK α 2 放射線。10.0 での走査型電子顕微鏡 kV 加速電圧二次電子モードには、イメージ、B4C 粒子に使用されました。この図の拡大版を表示するのにはここをクリックしてください。

図 5: 〜 97% の密度で 2290 ° C 1500 f 焼結炭化ホウ素サンプルの鋸切断断面表面。この図は、Luらの許可を得て変更されています8.この図の拡大版を表示するのにはここをクリックしてください。
Subscription Required. Please recommend JoVE to your librarian.
Discussion
プロトコルに記載されている否定的な添加剤の製造方法により、2290 ° c. の温度で焼結後ほぼ完全密度で生産される複雑な形ホウ素超硬部品準備と鋳造に関連する最初のいくつかの手順は、高品質の欠陥を最小限にキャストを生成するための最も重要です。懸濁液の粘度が高すぎると、貧しい混合が発生します。焼結部品の気孔率は、以来、粘度上昇を妨げる空気を気泡除去にも影響されます。最終的な懸濁液は長すぎる後、混合し、1482 のアイドル状態に座っている、粘度の増加は不規則な形状の 3 D プリントされた金型に小さな空洞の充填の問題になります。
注意すべきもう一つの問題は、ストークの水性懸濁液の効果を解決です。鋳造後の懸濁液粘度が十分低いとすぐに硬化、炭化ホウ素粒子懸濁液の解決する、成形体の濃度勾配を引き起こします。不適切な鋳造部品焼結中底と比較して上部に高い収縮と変形します。この問題を解決するには、マルチ モーダルの粒径分布を有するボロン カーバイドを活用して焼結過程における不均一収縮の問題を最小限に抑えることできます。PH と混合物の温度依存性は、RF のゲル化速度は考慮すべき別の重要な要素です。高い pH と温度高速重合速度論は、懸濁液の粘度の増加として観測されるに対応します。懸濁液の pH を減らす熱セットとして瞬時に開始される硬化、また鋳造時に長い作業時間のことができます。
負は大規模な複雑形状部品の大量生産のため簡単にスケーラブルな手法が、このメソッドはミニチュア パーツの生産に制限されます。すべてセラミック キャストの素地がある緑の強さ。鋳造物の部品の緑の強度は、サイズが十分に小さい場合は弱くなります。例えばのグリーンのボディが 10 mm より大きい緑色の体と比較して鋳造後硬化プロセス時応力の未満の厚さ 1 mm が内部の収縮から簡単に壊れます。したがって、金型材料の弾性と剛性は、剛性の高い金型を使用し、80 ° C の熱処理から金型の熱膨張による場合より高い収縮応力が発生しますので重要なパラメーターと。我々 は 〜 100 μ m 微細破損せず、メソ複合材料8,23を作成するために非常に発注された格子を生成するヘキサンジオールジアクリ レート (HDDA) などの比較的柔らかい金型を使用ことができることを実証しました。
結論としては、負、複雑な形状のセラミックス部品を生産する安価なプラスチック製 3 D プリントと gelcasting を組み合わせたシンプルな手法です。ここで説明した方法の利点は、スケールでありながら大量生産のためにコスト効率の高い機能です。将来の仕事より高い B の4C 固形物の焼結過程における収縮を制限する懸濁液の負荷が含まれます。機械試験はまた進行中これらの材料の強度特性を評価します。それにもかかわらず、負は材料とこのプロトコルでシステムだけに限定されません。様々 なゲル化剤とその他午前技法や材料から金型の 3 D プリントを使用もできます。たとえば、Franchinら24 polyactic 酸 (PLA) 無機成分として高分子を用いた多孔質いけにえテンプレート金型を作成します。これらの PLA のいけにえのテンプレートは、必要なとき熱削除ことができます24。したがって、このプロトコルで説明する一般的な手法は、複雑な形状のセラミックス、金属、その他の複合システムの大量開発の新たな可能性を開く、材料の広大な分野に適用できます。
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
著者が明らかに何もありません。
Acknowledgments
この仕事は契約・ デ ・ AC52 07NA27344 下ローレンス リバモア国立研究所が米国エネルギー省の後援の下行った。IM は、ローレンスリバモア JRNL 750634 をリリースします。
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}