The microfluidic device used in our investigations is fabricated using conventional PDMS replica molding20 and incorporates four microfluidic inlet channels that merge into a main microchannel. The final microfluidic device consists of a structured PDMS layer and a glass coverslip used to close the imprinted microchannels, as shown in Figure 1B.
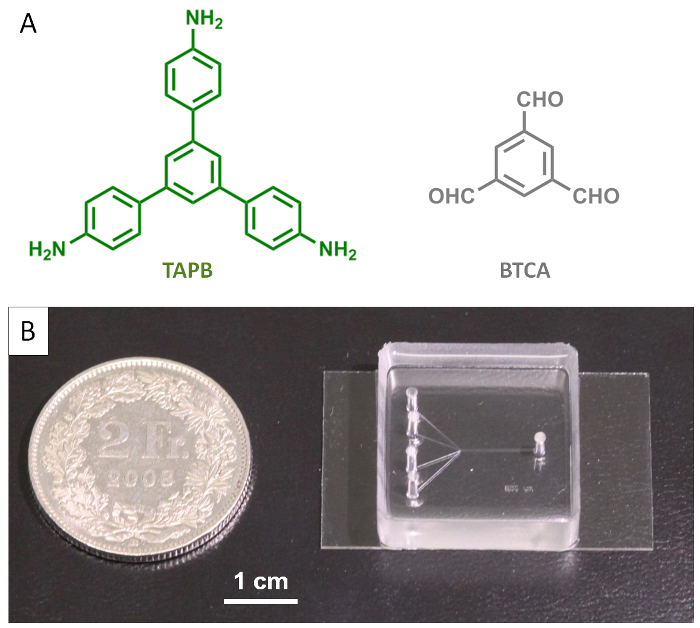
Figure 1: Molecular building blocks and the single-layer microfluidic device. (A) Chemical structures of TAPB and BTCA. (B) Photograph of the microfluidic device used for synthesis of COF fibers. Please click here to view a larger version of this figure.
The four inlet microfluidic channels are 50 µm high and 50 µm wide and converge into a main microfluidic channel 50 µm high and 250 µm wide. The two reagent flows (BTCA and TAPB both in acetic acid) are injected into the two middle input channels, while two sheath flows of pure acetic acid are introduced into the side channels (Figure 2, synthesis zone). All the four flows converge in the main microfluidic channel, where the reaction takes place under diffusion control. In this work, all four input flows are adjusted to a flow rate of 100 µL/min. This condition, on one hand, ensures the formation of a continuous MF-COF fiber (with the production rate of ca. 2 mg/min of dried MF-COF fibers), and on the other, avoids blockage of both the main microfluidic channel as well as the tube located at the outlet of the microfluidic device. Such optimized flow conditions allow for the production of a continuous yellow MF-COF fiber with suitable mechanical properties for direct printing on surfaces (Figure 2, Printing zone).
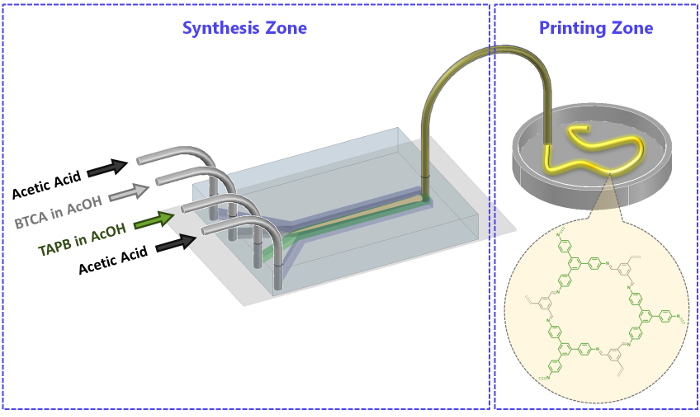
Figure 2: Schematic illustration of the microfluidic set-up used for the synthesis of MF-COF fibers. The synthesis and printing zones are indicated. Please click here to view a larger version of this figure.
Our previous study6 provides detailed chemical characterization studies as well as thermal stability analysis of the synthetized MF-COF fibers. Figure 3 shows the attenuated total reflectance FT-IR (ATR-FT-IR) data and powder X-Ray diffraction (PXRD) patterns of monomers TAPB and BTCA as well as MF-COF fibers. The ATR-FT-IR measurements indicate the disappearance of N-H stretching bands (3,300-3,500 cm-1) in the MF-COF fibers and the appearance of a new band located at 1,689 cm-1, which corresponds to the imine bond formation. Moreover, the PXRD data of MF-COF fibers compare well to the simulated pattern. Interestingly, the morphological characterization of MF-COF revealed that MF-COF differ from RT-COF-1 (synthetized under bulk conditions) in that MF-COF consists of interconnected micro- and nano-fibers forming 3D sponge-like porous organizations, while RT-COF-1 forms films containing no defined microstructures17. This morphology difference also explains a notable increase in N2 adsorption in MF-COF, as demonstrated by total specific surface areas determined by Brunauer-Emmet-Teller (BET) analyses6.
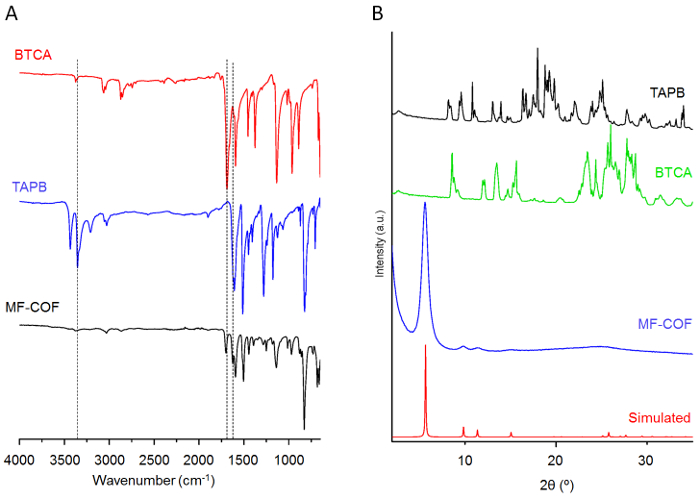
Figure 3: Chemical and structural analysis of reagents and MF-COF fibers. (A) ATR-FT-IR spectra of monomers TAPB and BTCA as well as MF-COF fibers. (B) PXRD patterns of MF-COF fibers (with a simulated pattern) and of TAPB and BTCA. Please click here to view a larger version of this figure.
These results demonstrate that COFs synthetized using microfluidic reactions are unique and that MF-COF characteristics and performance cannot be achieved using alternative synthetic approaches. The mechanical properties, derived from the microscopic organization of MF-COF, allow the conformal printing of MF-COF fibers on surfaces. Figure 4 illustrates different 2D and 3D MF-COF structures printed on glass surfaces using this microfluidic-based synthetic method.
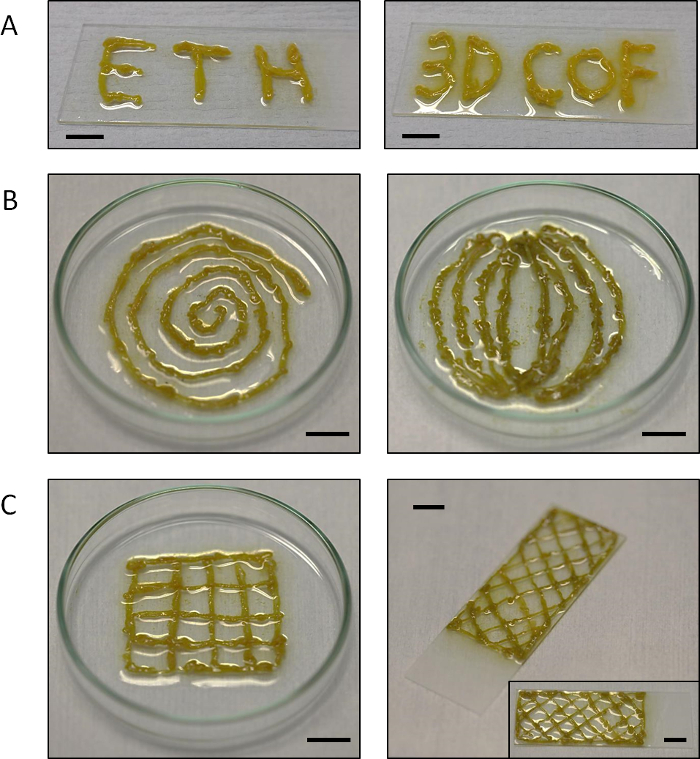
Figure 4: 2D and 3D MF-COF structures on glass surfaces. Photographs of (A) writing experiments (with the words "ETH" and "3D COF") as well as printing experiments of (B) two-dimensional and (C) three-dimensional MF-COF structures on glass. Scale bars =1 cm. Please click here to view a larger version of this figure.
Furthermore, the mechanical properties of the synthesized MF-COF fibers, together with the simplicity and flexibility of the printing approach, allow for the controlled deposition of MF-COF on different flexible and rigid substrates. As illustrated in Figure 5, MF-COF can be printed onto various surfaces such as glass, tissue paper, cardboard, aluminum foil and polystyrene.
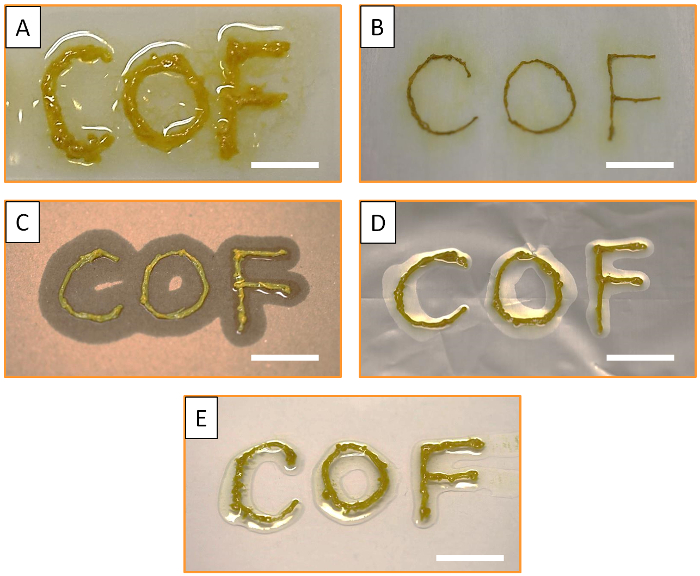
Figure 5: Printing of MF-COF fibers on different substrates. Photographs of MF-COF printed on (A) glass, (B) tissue paper, (C) cardboard, (D) aluminum foil and (E) polystyrene surfaces. All scale bars are 1 cm. Please click here to view a larger version of this figure.
