出典:エリーゼ・S・D・ブキ、ダニエル・N・ビーティ、テイラー・D・スパークス、ユタ大学材料工学科、ソルトレイクシティ、UT
レーザーフラッシュ法(LFA)は、熱拡散率、材料固有の特性を測定するために使用される技術です。熱拡散率(α)は、材料にどのくらいの熱が貯蔵されているかについて、どのくらいの熱が伝導されるかの比率です。これは、温度勾配によって材料を 通してどれだけ熱が伝達されるかに、次の関係によって熱伝導率()に関連しています。
通してどれだけ熱が伝達されるかに、次の関係によって熱伝導率()に関連しています。
 (式1)
(式1)
ここで、温度は材料の密度、Cpは目的の温度での材料の比熱容量です。熱拡散率と熱伝導率は、材料が熱(熱エネルギー)をどのように伝達し、温度の変化に反応するかを評価するために使用される重要な材料特性です。熱拡散度測定は、熱またはレーザーフラッシュ法によって最も一般的に得られます。この技術では、サンプルは一方の側にレーザーまたはキセノンフラッシュでパルスすることによって加熱され、他方ではパルスではなく、温度勾配を誘発する。この温度勾配は、サンプルを通して反対側に向かって熱伝播し、サンプルを加熱します。反対側では、赤外線検出器は、サーモグラムの形で時間に関して温度変化を読み取り、報告します。これらの結果を比較し、最小二乗モデルを使用して理論的な予測に適合した後、熱拡散率の推定値が得られます。
レーザーフラッシュ方式は、複数の規格(ASTM、BS、JIS R)でサポートされている唯一の方法であり、熱拡散率を決定するために最も広く使用されている方法です。
Figures 1, 2, and 3 show the data from an LFA run of an iron standard sample. Figures 1 and 2 show laser pulse vs time plots for two temperatures (48.2°C and 600°C); the blue trace shows the collected laser pulse from the iron sample and the thin red line shows the calculated pulse from the Cowan model. Both temperature pulses fit well to the model because this is a well-defined standard material. Generally, experimentally calculated values match the Cowan model best at high temperatures, as shown by the greater deviation from the model trace for the laser pulses at low temperatures (Figure 1) vs high temperatures (Figure 2). Low temperatures fit relatively well to the model for this standard material but deviate more than high temperature results because the lower set temperatures may not be reached in the time allowed for equilibration between each pulse. Each data point (red circle) in Figure 2 represents one laser pulse; the closer the data points fit the Cowan model, the better and more accurate the resulting thermal diffusivity values.
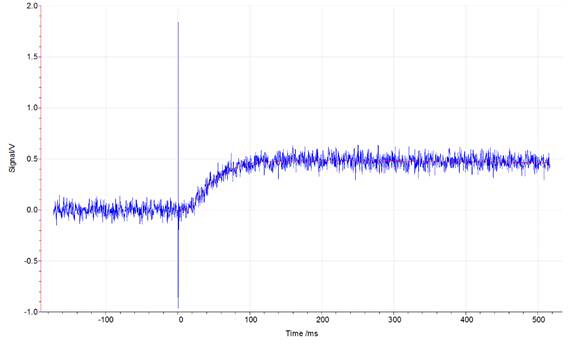
Figure 1: Laser signal vs time plot at 48.2 °C for an iron standard run in the LFA 457. The blue trace represents the signal from the laser hitting the sample. The thin red line represents the calculated pulse for the Cowan model.
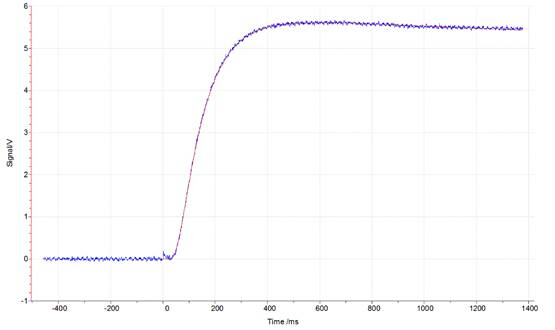
Figure 2: Laser signal vs time plot at 600.6 °C for an iron standard run in the LFA 457. The blue trace represents the signal from the laser hitting the sample. The thin red line represents the calculated pulse for the Cowan model.
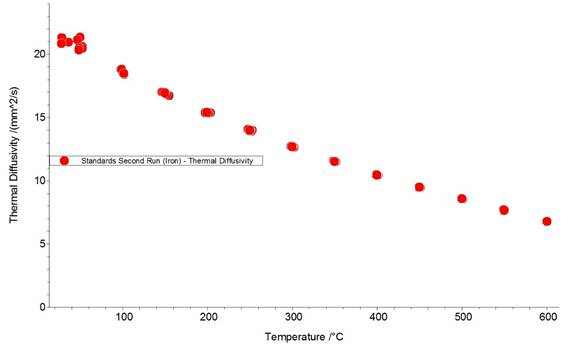
Figure 3: Thermal diffusivity (α) vs temperature plot for an iron standard disk, run in the LFA 457. Each red circle represents one laser pulse.
The laser flash method is a widely used technique for determination of thermal diffusivity which consists of radiating one side of a sample with thermal energy (from a laser source) and placing an IR detector on the other side to pick up the pulse. The wide range in temperature of different models enables measurement on various types of samples. The LFA requires relatively small samples. Other tools that measure thermal conductivity directly, rather than thermal diffusivity, include the Guarded Hot Plate, Heat Flow Meter and others. The Guarded Hot Plate system can hold relatively large square samples (300mm x 300mm) and requires careful calibration in order to calculate thermal flux necessary for thermal conductivity calculation. Neither of these tools can measure thermal diffusivity to high temperatures and typically operate below 250oC.
Thermal diffusivity is an important property that needs to be known when choosing the appropriate material for any applications involving heat flow or that are sensitive to heat fluctuations. For example, thermal conductivity, aong with diffusivity, also play an important role in insulation. When selecting a material to use for insulation, it is important to be able to measure and compare the thermal properties of different materials. These thermal properties are even more critical in aerospace. Thermal protection tiles play an important role in a spacecraft's successful atmospheric re-entry. When entering the atmosphere, a spacecraft is exposed to extremely high temperatures and would melt, oxidize, or burn without a protective layer. Thermal protection tiles are typically made of pure silica glass fibers with tiny air-filled pores. These two components have low thermal conductivity and therefore minimize heat flux across the tiles. The thermal conductivity of materials with a high porosity ( ) can be calculated with the following Maxwell's relation :
) can be calculated with the following Maxwell's relation :
 (Equation 2)
(Equation 2)