1. Theoretical preparation
- Define three parameters: liquid absorbance (Al), solid absorbance (As), and threshold time (tT)17.
- Rewrite the traditional Jacobs working curve using these three parameters17 according to Equation 1:
 (Equation 1)
(Equation 1)
Here, tH is the curing time of one single layer, and H is the height of one single layer.
2. Parameter acquisition
- Measure the threshold time of the bioink using a rheometer equipped with an element for temperature control.
- Use a 365 nm light source to expose the testing platform of the rheometer and make the light intensity at a certain value.
- Set the rheometer to get the Time-Moduli data during a period of 300 s, and take each data point every 0.3 s through the Time Settings options in the rheometer software.Click the Start Test button of the rheometer to start the test, and at the same time, click the Start Button of the light source.
- Counting from the start of exposure, when the storage modulus data is equal to the loss modulus data, the corresponding time is recognized as the threshold time. Record manually.
- Build the absorbance test equipment as shown in the previous work17. Use two upper and lower glass slides to clamp the ring-shaped printed structure (5 mm inner diameter, 10 mm outer diameter) with a thickness of 500µm so that the inner circle of the ring forms a chamber. Place the chamber on the test area of the light intensity meter and set the light source to expose the chamber area.
NOTE: Figure 1 shows the schematic diagram of photorheological test results and data processing results, and the absorbance testing equipment.- Measure the incident light intensity (Ii) when the test chamber is not filled with material from the absorbance test equipment by reading the display of the light intensity meter of the testing equipment.
- Fill the test chamber with 10 µLof bioink.
- Expose the test chamber with bioink to UV light at 365 nm. Obtain the light intensity (Ilh) from the absorbance test equipment by reading the display of the light intensity meter of the testing equipment.
- Obtain the light intensity when the bioink is cured (Ish) from the absorbance test equipment by reading the display of the light intensity meter of the testing equipment when the value no longer changes. This value is the solid absorbance, Ish.
- Calculate the liquid absorbance and solid absorbance using Equations 2 and 3:
 Equation 2
Equation 2
 Equation 3
Equation 3
- Obtain the Jacobs working curve according to the obtained parameters.
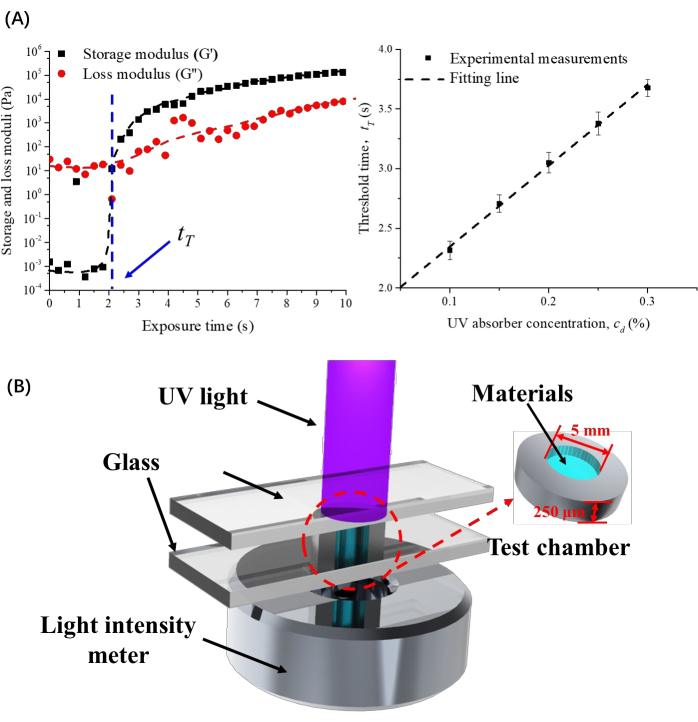
Figure 1: Test results and equipment. (A) Schematic diagram of photorheological test results and data processing results. (B) Absorbance testing equipment. This figure has been modified with permission from Li et al.17. Please click here to view a larger version of this figure.
3. Continuous DLP printing parameter settings
- Use DLP software to achieve DLP printing, and the set of printing parameters in the software as follows.
- Set the exposure time of the first single layer as the threshold time (tT) in the software's parameter settings.
- Calculate the exposure time of curing 10 µmthick materials according to Equation 1 and subtract the threshold time to obtain the real exposure time for curing a single layer.
- Set the time interval between adjacent layers to 0 s in the software's parameter settings.
- Start the printer by clicking the Start button in the printing software. When the printing process ends, finish printing by clicking the Stop button in the printing software.
This article shows a new method to obtain curing parameters and introduces a new way to achieve continuous DLP printing, demonstrating the efficiency of this method in determining the working curve.
We used three different materials in DLP printing to verify the accuracy of the theoretical working curve obtained by the method introduced in this article. The materials are 20% (v/v) polyethylene (glycol) diacrylate (PEGDA), 0.5% (w/v) lithium phenyl-2,4,6-trimethylbenzoylphosphinate (LAP) with different concentrations of UV absorber-0.1% (w/v), 0.15% (w/v), and 0.2% (w/v) Brilliant blue. The real curing thickness data with the theoretical working curves are shown in Figure 2.
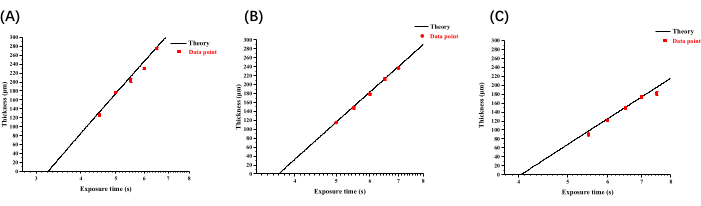
Figure 2: Comparison between the theoretical working curve and actual printing data. (A) 0.1% (w/v) absorber. (B) 0.15% (w/v) absorber. (C) 0.2% (w/v) absorber. Please click here to view a larger version of this figure.
The theoretical working curve can be used to calculate the working curve accurately. No matter what the material composition is, the high coincidence of the actual printing results and the theoretical results prove the effectiveness of the method.
We also compared the total printing time of the traditional DLP printing method with the continuous DLP printing method developed in this article. As shown in Figure 3, the smaller the printing layer thickness, the more obvious the improvement of continuous DLP printing efficiency. The curing efficiency increased more than tenfold.
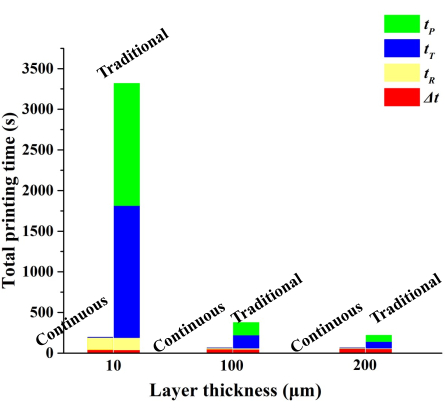
Figure 3: Efficiency comparison between traditional DLP printing and continuous DLP printing. This figure has been modified with permission from Li et al.11. Please click here to view a larger version of this figure.
The acquisition of the theoretical working curve can be used to improve the DLP process and promote the progress of DLP technology, but without the acquisition of the theoretical working curve, it is impossible to accurately control the new printing method. Furthermore, the smaller the printing layer thickness, the better the printing quality, meaning that the continuous DLP printing method proposed in this article can simultaneously achieve high efficiency and high fidelity.
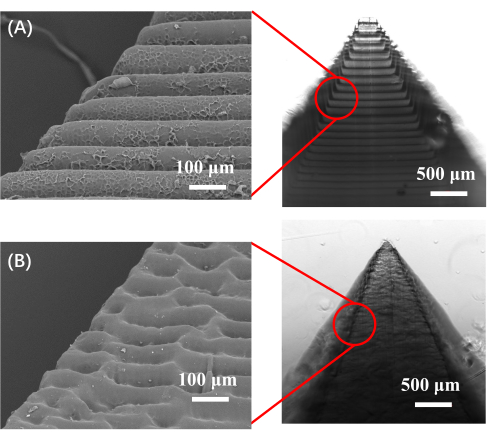
Figure 4: Comparison of printing results between traditional DLP printing and continuous DLP printing. (A) The cured model using the traditional method. (B) The cured model using our continuous DLP printing method. This figure has been modified with permission from Li et al.11. Please click here to view a larger version of this figure.
Unlike the traditional method that requires repeated printing experiments, this method only needs to test the relevant material properties of the material. Only a very small amount of material is needed to accurately obtain its corresponding working curve. The traditional method not only wastes material but also relies heavily on measurement methods to determine the accurate molding thickness of different exposure times. For materials with poor formability, it is difficult to accurately obtain the printing thickness, so the working curve is inaccurate.
