Volgens ISO/ASTM is additive manufacturing (AM) de algemene term voor technologieën dat fysieke objecten op basis van een geometrische vertegenwoordiging door opeenvolgende toevoeging van materiële1maken. Vandaar bieden deze technologieën de mogelijkheid voor de productie van componenten met een uiterst complexe geometrie, die niet worden verwezenlijkt door een andere vormgeving techniek die bekend staat om de auteurs.
Keramische materialen zijn bestudeerd sinds de vroege ontwikkeling van de verschillende AM-technologieën in de afgelopen kwart eeuw2,,3; additieve vervaardiging van keramische onderdelen is echter niet stand van de techniek in tegenstelling tot de additieve vervaardiging van polymeren of metalen onderdelen. Verschillende overzichten over de AM-technologieën die worden gebruikt voor keramische onderdelen worden gegeven door Chartier et al. 4, Travitzky et al. 5 en Zocca et al. 6, die kunnen worden ingedeeld volgens de staat van het materiaal dat wordt gebruikt – poeder materialen, vloeibare materialen en solide materialen4,5 of volgens het soort materiaal afzetting en stollen6 . AM apparaten beschikbaar zijn waarmee de additieve vervaardiging van dichte en kwalitatief hoogwaardige keramische onderdelen met de gewenste eigenschappen voor de meeste toepassingen7,8,9,10 , 11.
Productie van de keramische onderdelen complexe verwerking vereist, en dit is tot stilstand gekomen vooruitgang in de AM van keramiek. Keramische onderdelen zijn echter onmisbaar voor speciale consumptiegoederen, medische hulpmiddelen en AM opent nieuwe perspectieven voor de fabricage van nieuwe onderdelen met “onmogelijke” geometrieën12. Voor technische keramische onderdelen, is een latere thermische behandeling van de vervaardigde onderdelen vereist sinds de AM vormgeving van keramiek vereist het gebruik van poeders geschorst in organische bindmiddelen die moeten worden verwijderd (dwz., debinding) vóór de poeder is samen gesmolten (dat wil zeggen, sinteren).
De AM multi materiële of multi-functionele componenten combineert de voordelen van AM en functioneel ingedeeld materialen (FGM)13 in keramiek gebaseerde 4 D-componenten14. Materiële hybriden toestaan eigenschap combinaties zoals elektrisch geleidende/isolatie, magnetische/niet-magnetische, nodulair/hard of verschillende verkleuringen. Hybride componenten kunnen vertonen sensor of actuator functies van MEMS (micro elektromechanische systemen)15 ook bekend. Metaal/keramische composieten kunnen bovendien aanvullen verbinden keramische delen in machines omdat conventionele lasbaar staal partners gebruikt kunnen worden.
Het Europese Project cerAMfacturing (EU-projekt CORDIS 678503) ontwikkelt AM technologieën voor losse materiële componenten alsmede een volledig nieuwe aanpak voor AM multi materiële componenten, waarmee serieproductie van aangepaste en multifunctionele onderdelen voor diverse toepassingen12. Drie verschillende schorsing gebaseerde AM technieken zijn gekwalificeerd om de ben van keramiek-keramiek evenals metaal-keramische onderdelen. Het gebruik van AM-technieken schorsing gebaseerde belooft verbeterde component prestaties in vergelijking met poeder gebaseerde methoden. Omdat de verdeling van de deeltjesgrootte van het poeder in een suspensie homogener en compacter is dan in een bed van poeder is opbrengst deze vormgeving methoden hogere groene dichtheden, die in gesinterd componenten met dichte microstructuren en lage oppervlakteruwheid resulteren 12niveaus.
Samen met litho gebaseerde keramische industrie (LCM)7,–8,9,10,11,16,17, gesmolten gloeidraad fabricage (FFF) en thermoplastische 3D-printing (T3DP)12,14,18 worden ontwikkeld. FFF en T3DP zijn meer geschikt voor de AM multi materiële componenten dan LCM vanwege de selectieve afzetting en stollen van het bepaald materiaal in plaats van de pure selectieve stollen van over de gehele laag14 gedeponeerd materiaal .
Een bijkomend voordeel van FFF en T3DP in vergelijking met de LCM is het gebruik van kunststof binder systemen in plaats van foto-uithardende polymeren. Het bindmiddel-systeem kunnen de verwerking van poeders onafhankelijk van hun optische eigenschappen zoals de absorptie-, emissie- en reflectie van elektromagnetische golven, bijvoorbeeld donkere en lichte materialen (in het zichtbare bereik), die nodig is voor de productie van metaal-keramische onderdelen19,20. Bovendien, lage investering is vereist voor de FFF apparatuur aangezien een groot aantal standaard apparaten beschikbaar zijn. Deze techniek wordt zuinig als gevolg van de hoge efficiëntie van de materiële en de recyclebare materialen. Ten slotte, FFF is gemakkelijk te upscale voor grote delen omdat het proces berust op het verplaatsen van de printkop op assen.
Deze paper presenteert de eerste resultaten van de productie van metaal-keramische composieten met behulp van FFF. Bovendien, wordt de technische combinatie van FFF en T3DP eenheden gepresenteerd, hoewel het nog in ontwikkeling. In het proces van FFF, zijn door samensmelting van filamenten van thermoplastische polymeren gesmolten en selectief geëxtrudeerd door het optreden van twee teller roterende elementen. Zodra het materiaal warm via het mondstuk geperst is, stolt het door afkoeling, waardoor de productie van onderdelen laag-voor-laag. Voor de productie van definitieve keramische en metalen onderdelen, is een variant van het proces ontwikkelde21,22,23,24,25,26. De polymere compounds, bekend als bindmiddelen, zijn zeer gevuld met een keramische of metalen poeder. Zodra de vormgeving van de onderdelen is uitgevoerd met behulp van de conventionele benadering van de FFF, zijn twee extra stappen vereist. Ten eerste, de polymere componenten moeten volledig worden verwijderd uit de monsters in de debinding fase, het genereren van een structuur met talrijke micro-sized poriën. Ter verwezenlijking van de uiteindelijke eigenschappen, zijn vervolgens de poederdoosjes gesinterd bij een temperatuur onder het smeltpunt van het materiaal. Met behulp van deze aanpak, de productie van materialen zoals siliciumnitride gesmolten siliciumdioxide, piëzo-elektrische keramiek, roestvrij staal, wolfraam carbide-cobalt, aluminiumoxide of titaandioxide23,24,25 is met succes uitgevoerd elders.
Het gebruik van zeer gevulde polymere filamenten en het kenmerk van het proces eisen bepaalde in de materialen21. Goede compatibiliteit tussen de onderdelen van de kunststof binder en het poeder, die moet worden homogeen verspreid met behulp van samengestelde technieken bij temperaturen boven het smeltpunt van de organisch bindmiddel-componenten, zoals kneden moet worden verstrekt of schuintrekken rollen. Aangezien de solide gloeidraad fungeren als een zuiger in de printkop moet te duwen het gesmolten materiaal, zijn een hoge stijfheid en een lage viscositeit verplicht om het 3D-effect van het materiaal via het mondstuk met een typische diameter variërend van 0.3 tot 1.0 mm. Ondertussen, het materiaal moet beschikken over voldoende flexibiliteit en kracht om te worden gevormd als een gloeidraad die in de wachtrij kan worden geplaatst. Als u wilt combineren al deze eigenschappen terwijl het hebben van een hoge belasting van poeder, verschillende multi-component binder systemen geweest ontwikkeld21,22,26.
Naast het gebruik van voldoende binder formulering, heeft een nieuwe drijvende systeem gewerkt in dit werk. Algemeen, worden getande aandrijfwielen gebruikt voor het duwen van de gloeidraad via het mondstuk. Deze tanden kunnen schade aan de broze gloeidraad. Om de vermindering van de mechanische eisen van de gloeidraden en verhoging van de extrusie druk tijdens het FFF, werd het conventionele systeem van FFF van getande aandrijfwielen vervangen door een speciale dual gordel systeem. Hoge wrijving en begeleiding is gegenereerd als gevolg van de lengte, de vorm en de speciale rubberen bekleding van de riemen. Het belangrijkste punt was preventie een knik van de gloeidraad via de printerkop. De gloeidraad moet helemaal naar het mondstuk worden geleid, geen vrije ruimte is toegestaan, en de nodige overgangen tussen de componenten moeten worden beschouwd.
Na het verlaten van de eenheid voeding, treedt de gloeidraad het mondstuk eenheid. De belangrijkste doelen waren ontworpen temperatuur beheer en gapless begeleiding. De ontwikkelde printerkop is afgebeeld in Figuur 1.
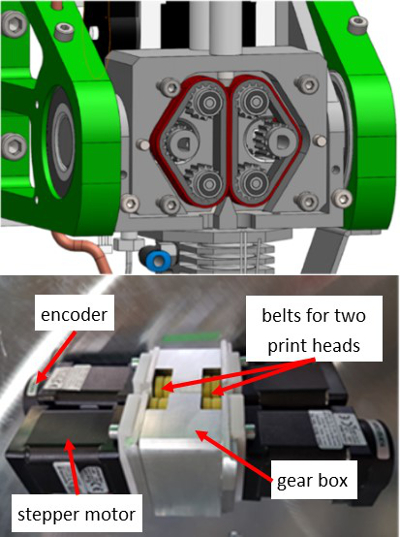
Figuur 1 : CAD model van de nieuwe riem aandrijving (boven) en het imago van de echte eenheid (onderkant). Klik hier voor een grotere versie van dit cijfer.
Een andere grote uitdaging voor de productie van metaal-keramische componenten is de selectie van poeders die mede verwerking toestaan tijdens de thermische behandeling (vergelijkbare coëfficiënt van thermische uitzetting (CTE), temperatuur regimes en sfeer) worden aangepakt en met name de aanpassing van het gedrag van de krimp van beide materialen tijdens het sinteren stap. In dit werk, een poging te combineren Zirkonia is gemaakt en bewerkt roestvast staal 17-4PH omdat ze een vergelijkbare CTE (ca. 11 x 10-6/K hebben) en op dezelfde voorwaarden kunnen worden gesinterd (reducerende waterstof atmosfeer, sinteren van temperatuur: 1350-1400 ° C). Voor het aanpassen van het gedrag van de krimp, is een speciale frezen-procedure voor de metaalpoeder echter vereist19,20.
