Device Fabrication
The initial microfabrication process (sub-section 1 of the Protocol) is performed on a commercial 4-inch high-purity silicon wafer (n-type doping concentration ≈ 1012 cm-3; resistivity > 10 kΩcm; thickness = 310–340 μm). The aim is to realize the substrate on which the gate electrodes will be deposited. This substrate is made of an intrinsic region capped with field oxide (step 1.1), an n+ region capped with field oxide (step 1.2), an intrinsic region capped with high-quality gate oxide (step 1.3), and a metallized n+ region for ohmic contacts (step 1.4). Figures 1A-D illustrate the main steps of the microfabrication process. Figure 1E shows a microscopic image of a substrate field after microfabrication. The minimum feature size for the lithography at this stage is approximately 4 μm.
The SiO2 oxide layer grown in step 1.1 has a nominal thickness of 100 nm and is used as a passivation layer. The n-type regions that act as ohmic conductors are obtained via phosphorus diffusion. The target doping density is approximately 1019 – 1020 cm-3. The high-quality SiO2 which is selectively grown to be used as gate dielectric has a nominal thickness of 5 nm. The target interface defect density is <1010 eV-1cm-2 at mid-gap. A dedicated and purposely built triple wall furnace is used for this process. This system is designed to minimize contamination from heavy metal ions and mobile alkali ions, as well as prevent moisture from diffusing into the oxidation chamber. In order to form the electrical contacts, aluminum pads are deposited via electron-beam evaporation on part of the n-type regions.
The nanofabrication process (see sub-section 2) is performed on chip substrates obtained by dicing the wafer processed in step 1. The aim is to realize the nano-scale gate electrodes used to electrostatically define the MOS QDs. Each nanofabrication run typically produces 10–15 complete device samples. Scanning electron micrograph (SEM) imaging of 1–2 devices per batch is usually carried out to confirm that the EBL lithography stages have been successful. Since SEM imaging may inject charges in the substrate or in the metallic gates and cause leakages, only a small number of devices is checked in this way, while the rest is electrically tested. Minimum feature size for the lithography at this stage is approximately 35 nm. To achieve good uniformity of the deposited Al films, the metal is evaporated at rates as slow as few angstrom/second, while the substrate is mounted on a rotating stage. This is kept at RT, and the Al grain size is estimated to be of approximately 20 nm. Figure 2A illustrates the main steps of the nanofabrication process. Figure 2B shows a SEM image with which the correct definition of the gate electrodes is verified. In general, one aims at realizing those gates which directly define the QD (BL, BR and PL) with the smallest possible feature size. By contrast, those gates used to define the electron reservoirs (DL and SL) can have larger dimensions to avoid the unintentional discretization of energy levels in the leads. The nano-scale Ti/Pt markers realized in step 2.3 are used as reference for consistent alignment of the three layers of gates. Platinum is chosen for its excellent contrast with respect to the SiO2 surface in the e-beam. Titanium is used to enhance adhesion.
At all stages of the fabrication process, carbon-fiber-tip tweezers are used to handle the chips, in order to reduce the likelihood of destructive electrostatic discharge (ESD).
Finally, in order to perform electrical measurements on individual devices, each chip needs to be cleaved in smaller pieces of about 2 x 2 mm2 (sub-section 3). Each piece is then glued to a custom-made PCB (Rogers R03010 low-loss dielectric) whose pins are connected to the device electrodes through Al wires. Wire bonding is carried out with a wedge bonder machine without heating the chips. The choice of the appropriate bonding parameters is based on two considerations. On the one hand, the wire bond needs to perforate the thermal AlyOx layer and make good metal-to-metal contact with the gate pad. On the other hand, an excessive mechanical stress may result in a punch-trough event which damages the field oxide underneath the gate and cause substrate leakages. During the wiring process, the use of an antistatic bracelet is advisable to prevent ESD. In Figure 3, a chip with 6 individual devices is glued onto the PCB.
Device integrity tests
Before loading a device into a mK temperature measurement platform such as a dilution refrigerator, preliminary electrical tests are performed at 4.2 K to check the integrity of the sample (see sub-section 4 of the Protocol). To this end, the PCB is inserted into an oxygen-free copper enclosure and is mounted onto a dip probe, which is eventually immersed in liquid He.
The initial test is typically a leakage test that is performed sequentially on each gate. A source-measure unit is connected to an individual gate electrode while the others are grounded. The voltage is ramped up to 1.5 V and the current is measured at the source. Within this voltage range, a properly working gate is not supposed to conduct, because the SiO2 layer insulates the metal from the silicon substrate and AlyOx insulates overlapping gates. Typically, oxide breakdown is known to occur for voltages larger than ~4 V, depending on device geometry and oxide thickness. Therefore, if current is detected during the test, it is likely that at least one of the oxide layers is damaged and the device has to be discarded. Usually, less than 10% of the gates show leakages. The yield is known to be affected by the planar extension of the gate electrodes. In particular, the larger the overlap of the gates with the gate oxide region the more likely it will be to have gate-to-substrate leakages. Similarly, the larger the overlap between gates from different layers the more likely the occurrence of gate-to-gate leakages will be. The quoted yield is relevant for gates that occupy an area of about 50 μm2 on the thin oxide and with interlayer overlaps of approximately 0.5 μm2.
Once the device has passed the initial leakage test, the source and drain contacts are connected to a lock-in amplifier and the gates to a modular controllable-voltage battery rack. In this configuration, the device is turned on by globally ramping up all the gate voltages simultaneously. Next, each gate voltage is separately ramped down while keeping the others at high voltages to verify the ability of individual gates to pinch off the current. Figure 4A shows representative traces of these measurements. The absence of either a source-drain conduction pathway or individual gate pinch-off is often an indication of some type of gate damage such as gate explosion or metal discontinuity.
Finally, the source-drain current is measured as a function of source-drain bias and plunger gate voltage to observe the signature of Coulomb blockade16 (see Figure 4B).
Measurements
Once a suitable device has been found, it is removed from the liquid He vessel, and dried with a hot-air gun to avoid formation of moisture which may cause ESD. Finally, it is transferred to a dilution refrigerator.
The experiments are performed in a self-made plastic dilution refrigerator with a base temperature of about 100 mK. The cryostat is in a vacuum chamber immersed in a 4.2 K helium bath. The electrical lines are thermalized at the 1 K pot which is also employed to condense the incoming 3He vapor. In the mixing chamber, the endothermic transfer of 3He atoms from the 3He-rich phase into the 3He-dilute phase allows the system to reach a base temperature of about 100 mK.
As shown in Figure 5, the fridge is equipped with 20 dc lines and 3 rf lines used to connect the room-temperature electronics to the device at low temperature. Five of the dc lines are Thermocoax cables and 15 are twisted pair loom wires. These lines connect the gate electrodes of the sample to battery-powered dc voltage sources. Voltage dividers at RT are used to reduce electrical noise on individual gates. The RF lines are semirigid coaxial cables that are attenuated by 10 dB at 4 K to reduce thermal noise and dc blocked at RT. These lines are connected to the coplanar waveguides of the bias tees on the PCB.
A low-noise transimpedance amplifier and a digital multimeter are used to measure the current generated by the pump. The electronics is connected to the device via battery-powered optoisolators to prevent the formation of ground loops. The RF drive signals are produced by an arbitrary waveform generator whose grounding is isolated from the one of the cryostat via a dc block component (see Figure 5).
The PCB contains 16 pure dc lines and 4 bias tee lines used to combine dc and ac voltages at low temperature. As shown in Figure 3B, RC discrete components are used to realize the tee connection (R = 100 kΩ, C = 10 nF), and 50 Ω-matched integrated coplanar waveguides are used for the propagation of high-frequency signals.
Once the device is at mK temperature, the gate voltages are adjusted so that single-electron occupancy in the QD is attained. In particular, tunnel barriers are formed under gates BL and BR, and an electron accumulation layer is induced under gates PL, SL and DL. To this end, the barrier gate voltages are set below their turn-on values, while the accumulation gates are polarized at a greater-than-turn-on voltage. In this way a QD is formed under gate PL and its planar extension is controlled via gates C1 and C2 whose voltages are kept below their turn-on values to induce electrostatic confinement. Next, the rf signals are turned on to periodically modulate the transparency of the tunnel barrier(s), and the electrochemical potential of the dot. Single-electron pumping is achieved with either one or two sinusoidal driving voltages. In the case of one-signal drive, the driving signal is applied to gate BL to modulate the potential of the tunnel barrier at the left-hand-side of the QD. In the case of the two-signal drive, the ac excitations are applied to gates BL and PL to modulate the potentials of both the left barrier and the QD at the same frequency but with different phases and amplitudes. These additional degrees of freedom allow one to control the direction of the electron transfer13. An iterative process is typically needed to tune the main experimental parameters (i.e., rf drive signal amplitudes/phases and dc gate voltages) and achieve optimal current quantization. Note that neither of the two pumping protocols needs a drain-source bias to perform charge transfers. Hence, the source and drain electrodes are grounded during the pump operation. Figure 6 shows the characteristic current plateaux at integer multiples of ef obtained by applying a two-signal sinusoidal drive to the input barrier (BL) and the plunger (PL) gate. These data are taken at a relatively low driving frequency (10 MHz) for which the tuning of the parameters can be carried out fast. In practice, it is desirable to operate the pump at several hundreds of MHz, typically requiring a much finer parameter optimization13.
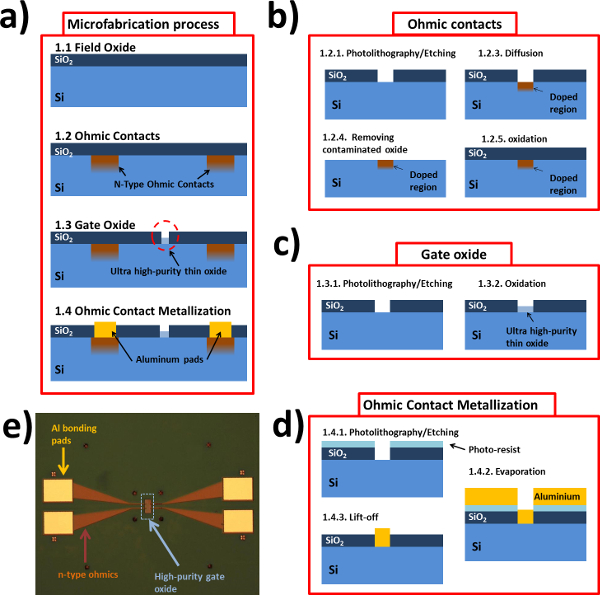
Figure 1. Microfabrication. (A) Schematic illustration of main steps in microfabrication. Cartoons are not drawn to scale. (B) Realization of a doped region for ohmic contacts. (C) Realization of gate oxide. (D) Metallization of ohmic contacts. (E) Microscopic image of an individual field on a chip after the microfabrication process is completed. Field size is 1.2 x 1.2 mm2. Please click here to view a larger version of this figure.
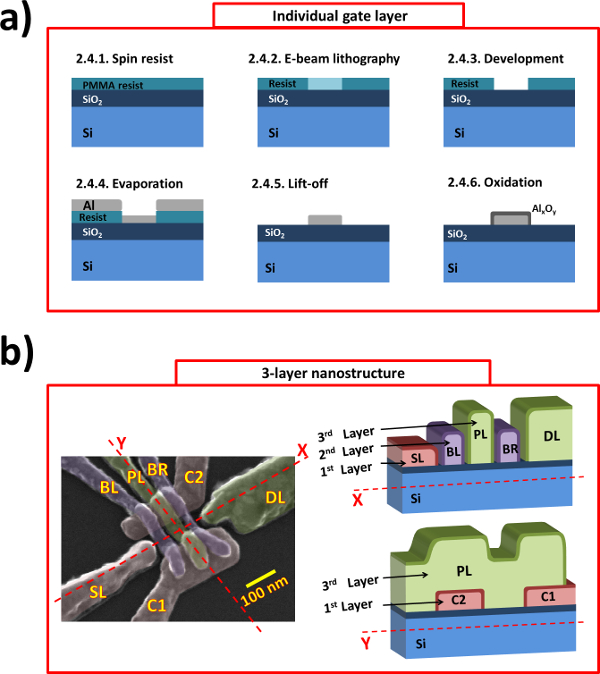
Figure 2. Nanofabrication. (A) Fabrication process for individual gate layers. Cartoons are not drawn to scale. (B) The 3-layer gate nanostructure used for charge pumping experiments. Left: SEM image of a device similar to the one used for the measurements. Right: Schematic cross-sectional views of the device across X-cut and Y-cut. Please click here to view a larger version of this figure.
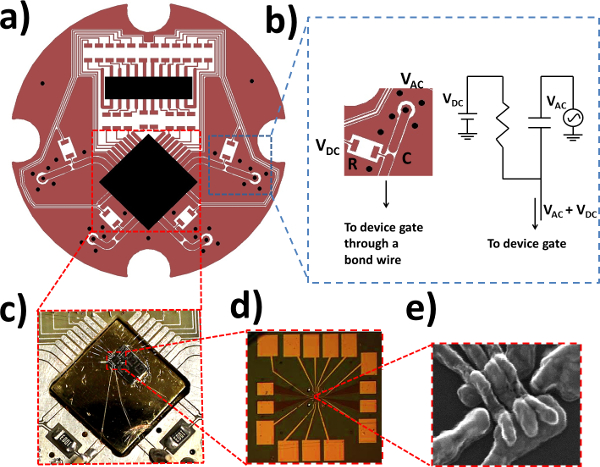
Figure 3. Electrical connections to the sample. (A) Layout of the printed circuit board. (B) Magnification of a region of the PCB with a bias-tee (left) and equivalent circuit (right). (C) A chip with 6 individual fields glued on the chip holder and bond wires for electrical connection to the PCB. (D) Microscopic image of an individual field after nanofabrication. (E) SEM image of the gate layout at the center of the gate oxide region. Please click here to view a larger version of this figure.
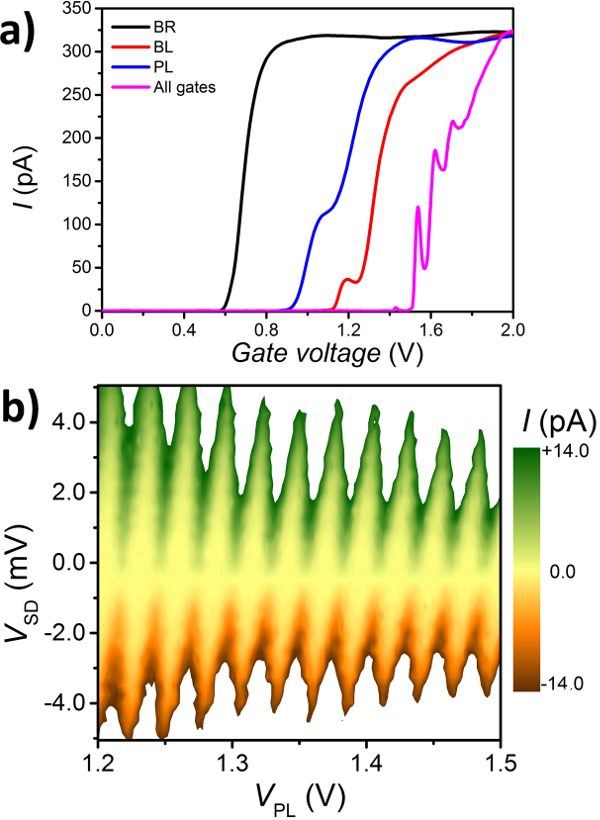
Figure 4. Preliminary tests. (A) Source-drain ac current (root mean square) as a function of different gate voltages. Traces are measured with a lock-in amplifier with 50 μVRMS excitation at 113.17 Hz. For individual gate voltage traces the remaining gate voltages are fixed at 2.0 V, except for VC1 = VC2 = 0.0 V. (B) Color map of source-drain current as a function of plunger gate voltage and source-drain bias voltage. VSL = 1.5 V, VDL = 1.15 V, VBL = 0.78 V, VBR = 0.85 V, VC1 = VC2 = 0.0 V. Please click here to view a larger version of this figure.
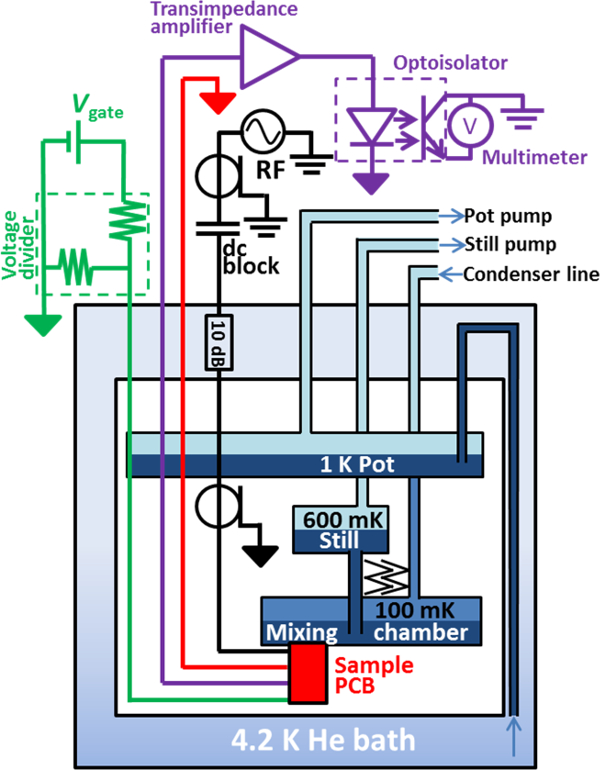
Figure 5. Schematic of the measurement set-up. Twenty dc lines (green) and three coaxial rf lines (black) connect the RT electronics to the PCB. The drain of the pump (purple) is connected to a transimpedance amplifier and to a digital multimeter via an optoisolator, while the source contact (red) is grounded. Separate ground connections (indicated with different symbols) are used for the electronic instrumentation and the cryostat electric lines. Please click here to view a larger version of this figure.
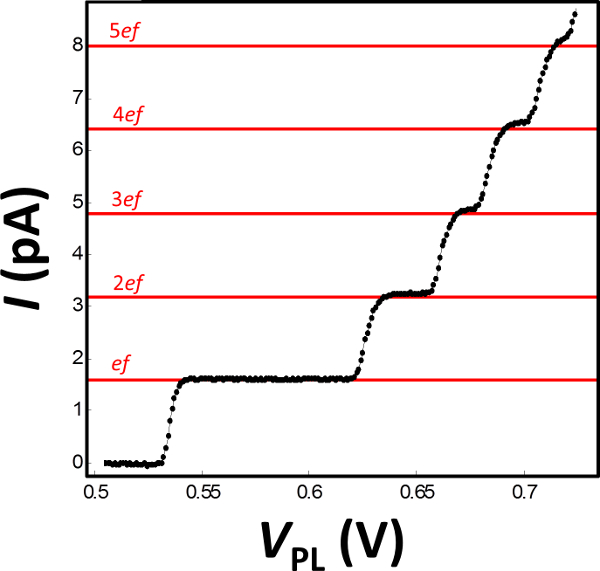
Figure 6. Current quantization. Pumped current as a function of VPL for two-signal sinusoidal drive at f = 10 MHz applied to gates BL and PL. Phase difference = 49 deg, VRFPL = VRFBL = 0.31 Vpp. The ideal position of the pumping plateaux at integer multiples of ef are shown as red horizontal lines. Please click here to view a larger version of this figure.
