The increase in organic electronics used in daily life has become an unsurpassed reality. Among several organic electronic applications, OLEDs are perhaps the most attractive. Their image quality, resolution, and color purity have made OLEDs a primary choice for displays. Moreover, the possibility to achieve large area emission in extremely thin, flexible, lightweight, and easy color-tunable OLEDs has applications in lighting. However, some technological issues associated with the fabrication process in large area emitters have postponed further application.
With the first OLED working at low applied voltages1, new paradigms for solid-state lighting have been designed, though with low external quantum efficiency (EQE). The OLED EQE is obtained by the ratio of emitted photons (light) to injected electrical carriers (electrical current). A simple theoretical estimate for the maximum expected EQE is equal to ηout x ηint 2. The internal efficiency (ηint) can be approximated by ηint = γ x  x ΦPL, where γ corresponds to the charge balance factor, ΦPL is the photoluminescence quantum yield (PLQY), and is the efficiency of emissive exciton (electron hole pair) generation. Finally, ηout is the outcoupling efficiency2. If outcoupling is not considered, attention is focused on three topics: (1) how efficient the material is in creating excitons that radiatively recombine, (2) how efficient the emissive layers are, and (3) how efficient the device structure is in promoting a well-balanced electrical system3.
x ΦPL, where γ corresponds to the charge balance factor, ΦPL is the photoluminescence quantum yield (PLQY), and is the efficiency of emissive exciton (electron hole pair) generation. Finally, ηout is the outcoupling efficiency2. If outcoupling is not considered, attention is focused on three topics: (1) how efficient the material is in creating excitons that radiatively recombine, (2) how efficient the emissive layers are, and (3) how efficient the device structure is in promoting a well-balanced electrical system3.
A purely fluorescent organic emitter has only 25% internal quantum efficiency (IQE). According to spin rules, the radiative transition from a triplet to a singlet (T→S) is forbidden4. Therefore, 75% of excited electrical carriers do not contribute to the emission of photons5. This issue was first overcome using transition metals in organic emitter phosphorescence OLEDs6,7,8,9,10, where the IQE was reportedly close to 100%11,12,13,14,15,16. This is due to the spin-orbit coupling between the organic compound and heavy transition metal. The disadvantage in such emitters is their high cost and poor stability. Recently, reports on the chemical synthesis of a pure organic compound with low energy separation between the excited triplet and singlet states (∆EST) by Adachi17,18 have given rise to a new framework. Although not new19, the successful employment of the TADF process in OLEDs have made it possible to obtain high efficiencies without using transition metal complexes.
In such metal-free organic emitters, there is a high probability for the excited carriers in a triplet state to populate to the singlet state; therefore, the IQE can achieve a theoretical limit of 100%5,20,21,22. These TADF materials provide excitons that can radiatively recombine. However, these emitters require dispersion in a matrix host to avoid emission quenching3,20,21,23,24 in a host-guest concept. Additionally, its efficiency depends on how the host (organic matrix) is appropriated to the guest (TADF) material25. Also, it is necessary to idealize the device structure (i.e., thin layers, materials, and thickness) to achieve an electrically balanced device (equilibrium between holes and electrons to avoid loss)26. Achieving the best host-guest system for an electrically balanced device is fundamental to increase the EQE. In TADF-based systems, this is not simple, due to the changes in the electrical carrier mobilities in EML that are not easily tuned.
With TADF emitters, EQE values greater than 20% are easy to obtain26,27,28,29. However, the device structure is typically comprised of three to five organic layers (hole transport/blocking and electron transport/blocking layers, HTL/HBL and ETL/EBL, respectively). Additionally, it is fabricated using a thermal evaporation process that is high in cost, technologically complex, and almost only for display applications. Depending on the HOMO (highest occupied molecular orbital) and LUMO (lowest unoccupied molecular orbital) levels, electrical mobility of carriers, and thickness, each layer can inject, transport, and block electrical carriers and guarantee recombination in the emissive layer (EML).
Reducing the device complexity (e.g., a simple, two layer structure) usually results in a noticeable decrease of EQE, sometimes to less than 5%. This happens due to the different electron and hole mobility in the EML, and the device becomes electrically unbalanced. Thus, instead of the high efficiency of exciton creation, the efficiency of emission in the EML becomes low. Moreover, a noticeable roll-off occurs with a strong decrease of the EQE as the brightness increases, due to the high concentration of excitons at a high applied voltage and long excited lifetimes24,30,31. Overcoming such issues requires a strong capability to manipulate electrical properties of the emissive layer. For a simple OLED architecture using solution-deposited methods, electrical properties of the EML can be tuned by the solution preparation and deposition parameters32.
Solution deposition methods for organic-based devices have been previously used31. OLED fabrication, compared to the thermal evaporation process, is of great interest due to their simplified structure, low cost, and large area production. With high success in transition metal complexes OLEDs, the main goal is to increase the emitting area but keep device structure as simple as possible33. Methods such as roll-to-roll (R2R)34,35,36, inkjet printing37,38,39 and slot-die40 have been successfully applied in multilayer fabrication of OLEDs, which is a possible industrial approach.
Despite solution deposition methods for organic layers serving as a good choice for device architecture simplification, not all desired materials can be easily deposited. Two types of materials are used: small molecules and polymers. In solution deposition methods, small molecules have some drawbacks, such as poor thin film uniformity, crystallization, and stability. Thus, polymers are mostly used due to the ability to form uniform thin films with low surface roughness and on large, flexible substrates. Moreover, the materials should have good solubility in the appropriate solvent (mainly organic ones like chloroform, chlorobenzene, dichlorobenzene, etc.), water, or alcohol derivatives.
Besides the problem of solubility, it is necessary to guarantee that a solvent used in one layer should not act as one for the preceding layer. This allows a multi-layer structure deposited by the wet process; however, there are limitations41. The most typical device structure uses some solution-deposited layers (i.e., the emissive one) and one thermally evaporated layer (ETL). Additionally, thin film homogeneity and morphology strongly depend on the deposition methods and parameters. Electrical charge transport through these layers is completely governed by such morphology. Nevertheless, a tradeoff between the desired final device and compatibilities of the fabrication process should be judiciously established. Adjusting the deposition parameters is a key to success, despite being time-consuming work. For instance, the spin coating is not a straightforward technique. Although it seems simple, there are several aspects of thin film formation from a solution on top of a spinning substrate that require attention.
Besides film thickness optimization, manipulation of spinning velocity, and time (thickness is an exponential decay of both parameters), the experimenter’s actions must also be adjusted to obtain good results. Correct parameters also depend on the solution viscosity, deposition area, and wettability/contact angle of solution on the substrate. There are no unique sets of parameters. Only basic assumptions with specific adjustments to the solution/substrate yield the desired results. Moreover, the electrical properties that depend on the layer molecular conformation and morphology can be optimized for desired results, following the protocol described here. Once completed, the process is simple and feasible.
Nevertheless, decreasing the device structure complexity leads to a maximum EQE decrease; although, a compromise can be achieved in terms of efficiency vs. brightness. As such a compromise allows practical applications, the surplus of a simple, large area compatible, and low cost process can become a reality. This article describes these requirements and how to develop a recipe to handle the required issues.
The protocol focuses on a green TADF emitter 2PXZ-OXD [2,5-bis(4-(10H-phenoxazin-10-yl)phenyl)-1,3,4-oxadiazole]42 as a guest in a host matrix composed by PVK [poly(N-vinylcarbazole)] and OXD-7 [1,3-Bis[2-(4-tert-butylphenyl)-1,3,4-oxadiazo-5-yl]benzene], which corresponds to the EML. An electron transport layer (ETL) of TmPyPb [1,3,5-Tri(m-pyridin-3-ylphenyl)benzene] is used. Both the anode’s and cathode’s work functions are optimized. The anode is comprised of ITO (indium tin oxide) with a high conductive polymer PEDOT:PSS [poly(3,4-ethylenedioxythiophene)-poly(styrenesulfonate)], and the cathode is comprised of a double layer of aluminum and LiF (lithium fluoride).
Finally, both the PEDOT:PSS and EML (PVK: OXD-7: 2PXZ-OXD) are deposited by spin coating, whereas TmPyPb, LiF, and Al are thermally evaporated. Considering the conductive metal-like nature of PEDOT:PSS, the device is a typical “two organic layer” in the simplest structure possible. In the EML, TADF guest (10% wt.) is dispersed in the host (90% wt.) composed of PVK0.6+OXD-70.4.
Figure 5 shows the main results for the fabricated device. The turn-on voltage was extremely low (~3 V), which is an interesting result for a two organic layer device. The maximum brightness was around 8,000 cd/m2 without using an integrating sphere. The maximum values for ηc, ηp, and EQE were around 16 cd/A, 10 lm/W, and 8%, respectively. Although the results are not the best figures of merits for this TADF emitter, they were the best found in such a simple device structure using this emitter via the solution process method.
A maximum EQE of 14.9% was reported in a five-layer thermally evaporated OLED for the same emitter42. Importantly, it was observed that the EQE showed a relatively low roll-off behavior (near 7.5% for L = 100 cd/m2 and ~6% for L = 1000 cd/m2), and such roll-off values are the best achieved for this specific TADF emitter42. This means that the concept employed for modulating the EML’s electrical properties using solution deposition appears to be effectively valid. Some degradation was observed for applied voltages higher than 15 V, which corresponds to the well-known breaking of chemical bonds due to a high electrical carrier density.
The explanation of these results is interesting. Following the concepts and analysis described in the introduction, an electrically balanced and efficient device was obtained, despite the simple structure. With the composition in the EML, modulation of the electrical mobility was calculated to obtain a carrier profile adequate to the best exciton recombination possible. Two simple n-type- or p-type-only devices were prepared following a published procedure45, and the mobilities for the active layer were μn = 6.27 x 10-8 cm2 V-1s-1 and μp = 4.76 x 10-7 cm2 V-1s-1.
With solution deposition, a simple electrically balanced device can be achieved, as the electrical properties of the EML can be modulated from correct adjustments and tuning of the deposition parameters. Depending on the emitters to be tested, this concept can be easily adapted for further development of solution-processed OLEDs.
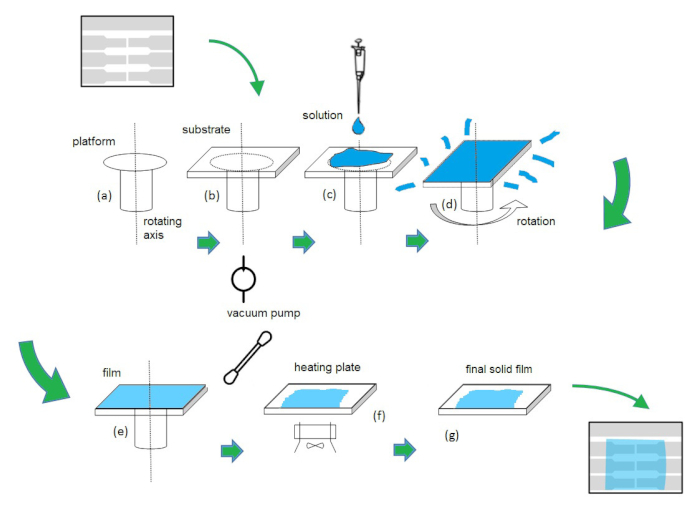
Figure 1: Protocol schematic. The used patterned substrates with the ITO strips. In each substrate, six OLEDs with individual areas of 4 mm2 were produced. A simple schematic of the deposition process uding the spin coater technique is shown. The main area of the deposited film shows the regions to be cleaned to allow the electrical contacts to be precisely positioned when evaporated. Please click here to view a larger version of this figure.
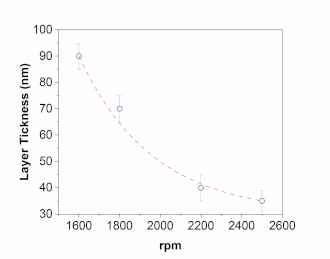
Figure 2: Typical spin coater calibration curve. In this case, and for the active layer, a fixed time of 60 s is used. Please click here to view a larger version of this figure.
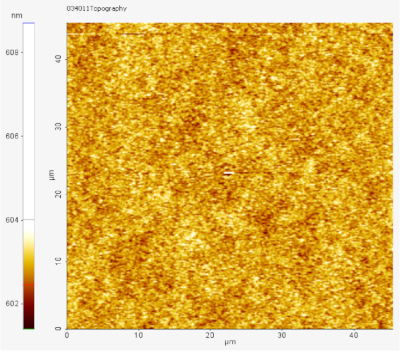
Figure 3: AFM image of PVK:OXD-7:2PXZ-OXD (10% wt) 50 nm thin film from chlorobenzene solution. The film was deposited using spin coating as described in the protocol. The RMS value is only 0.309 nm. Please click here to view a larger version of this figure.
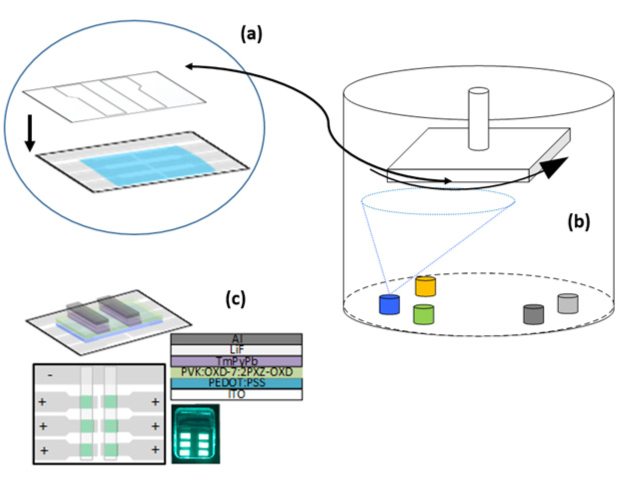
Figure 4: Evaporation schematic. (A) Evaporation mask that is adjusted on top of the deposited films. Usually, they are predesigned for specific supports. (B) Schematic of the evaporation chamber with different crucibles. The type, number, and location depend on the specific equipment. The sensors for thickness measurements are placed near the crucibles. On top, the sample holder accommodates the substrate holder with masks. (C) Final schemes (and typical photography) of the produced OLED. Please click here to view a larger version of this figure.
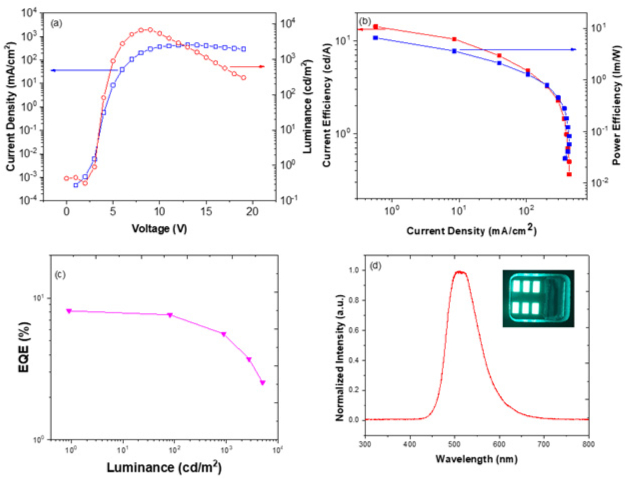
Figure 5: Main figures of merit of the produced green OLEDs. (A) The usual current density (J), applied voltage (V), and brightness (L). (B) Current and power efficiency as a function of current density. (C) The EQE as a function of brightness to evaluate the roll-off. (D) The electroluminescence spectra at 10 V (including the image of the OLEDs). Please click here to view a larger version of this figure.
