일시 중단 된 마이크론 / 서브 마이크론 스케일 섬유 구조의 3 차원 직접 쓰기는 로봇 디스펜스 시스템을 통해 처방
Summary
여기서는 3 축 분배 시스템으로 자동화 직접 기입 순서에 의해 생성 된 자유 – 부유 마이크론 / 서브 마이크론 스케일 고분자 섬유와 "웹 형상"구조를 제조하는 프로토콜을 제시한다.
Abstract
A 3-axis dispensing system is utilized to control the initiating and terminating fiber positions and trajectory via the dispensing software. The polymer fiber length and orientation is defined by the spatial positioning of the dispensing system 3-axis stages. The fiber diameter is defined by the prescribed dispense time of the dispensing system valve, the feed rate (the speed at which the stage traverses from an initiating to a terminating position), the gauge diameter of the dispensing tip, the viscosity and surface tension of the polymer solution, and the programmed drawing length. The stage feed rate affects the polymer solution’s evaporation rate and capillary breakup of the filaments. The dispensing system consists of a pneumatic valve controller, a droplet-dispensing valve and a dispensing tip. Characterization of the direct write process to determine the optimum combination of factors leads to repeatedly acquiring the desired range of fiber diameters. The advantage of this robotic dispensing system is the ease of obtaining a precise range of micron/sub-micron fibers onto a desired, programmed location via automated process control. Here, the discussed self-assembled micron/sub-micron scale 3D structures have been employed to fabricate suspended structures to create micron/sub-micron fluidic devices and bioengineered scaffolds.
Introduction
지난 수십 년간, 습식 방사, 건식 방사하고 전기 방사 등 제조 기술, 다양한 걸쳐, 다양한 생물학적 강력한 화학, 전기 및 기계적 특성을 가진 신규 한 중합체 1-12 섬유 구조를 생성하기 위해 사용되어왔다. 이러한 스피닝 기법 입체 섬유 현탁 생성 할지라도, 이들은 이러한 과정을 통해 광섬유 증착 자연에서 랜덤이므로 정확히 3 차원 섬유 배향을 제어 할 수있는 능력이 제한되어있다. 또한, 이들 기술은 섬유 제조에 그들의 치수 범위로 제한되고; 수십 나노 미터에서 하나 마이크론 (13)에 이르기까지 직경 수율 섬유를 전기 방사하면서 특히, 습식 및 건식 방사를 통해 제조 된 섬유는 수십에서 수백 마이크로 미터의 직경에 따라 다릅니다.
3-D 공간에서 섬유 배향의 더 정밀한 제어를 제공하기 위해, 우리 그룹은 자체 개발-assemble 또는 직접 중공 후 모세관에서 고분자 재료를 토출하고 "직접 기록"섬유 제조 공정은 표면 장력 구동 유체 역학 (14)를 이용하여 예측 가능한 섬유 직경으로 고화 얇고 개별 필라멘트를 그린다. 파이버 위치 및 직경의 제어의 수준을 증가시키기위한 당초 직접 기록 시스템 초고 정밀도 Micromilling 머신 (도 1)로 이루어지는 사용자의 머리에 부착 맞춤 제작 스프링 식 주사기 분배 시스템으로 구성되었다. UHPMM은 X 및 Y 방향에서 1.25 nm 내지 프로그래밍 미크론 및 서브 미크론 스케일 와이어 및 구조를 생성하도록 제어하고 Z 방향으로 20 ㎚의 위치 분해능으로 스테이지를 가지고 있었다. 특정 직접 기록 시스템의 하나의 제한은 니들 팁을 통해 중합체 용액의 흐름 제어의 부족했다. 스프링로드 분배 시스템이 성공적으로 일정 플로를 생성하지만팁 통해 w, 중합체 용액의 연속적 확대 구형 비드는 환경 조건에 따라 크기와 부피 변화 주사기 팁의 출구에 만들어졌다.
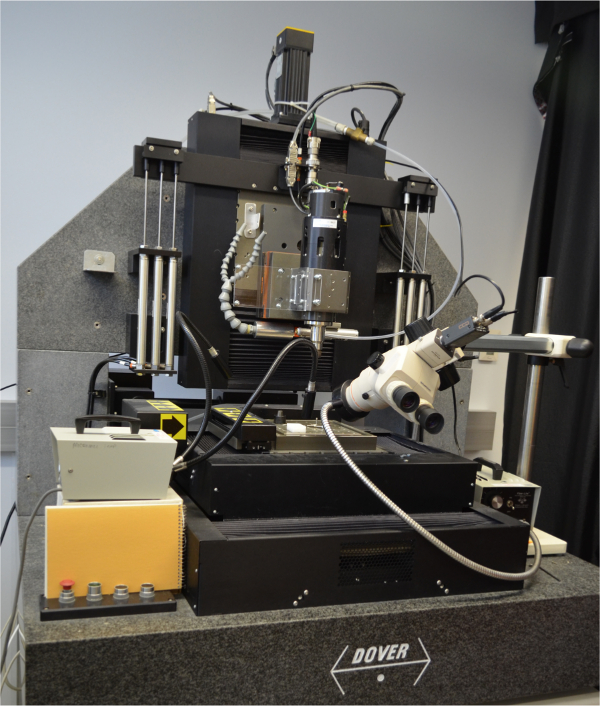
그림 초고 정밀도 Micromilling 기계 1. 이미지 :. 마이크론 / 서브 마이크론 규모의 구조를 제조에 사용 된 최초의 직접 쓰기 시스템 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
이 소스 비드 불일치 반복적 소정 직경의 와이어를 제조하는 시스템의 능력에 영향. 구조물이 성공적으로 직접 기입 처리를 이용하여 생성 된, 긴하지만, 중합체 용액 유량의 제어를 증가시킴으로써 프로세스의 개선을 위해 더 PRECI 허용SE는, 주사기 팁에서 비드 크기의 조절을 통해 섬유 직경을 규정. 따라서,이 작업을 정확하게 규정 만들기 위해 중합체 용액 유량 및 팁 비드 크기를 제어 할 공압식 디스펜서 밸브 미크론 / 미크론 현탁 구조와 3 축 자동 분배 시스템의 구현을 설명한다.
Protocol
Representative Results
Discussion
각 시험을 시도하기 전에, 중합체 용액의 점도, 질량 전달 계수 및 표면 장력 시험 정확하게 로봇 및 분배 시스템은 원하는 중합체를 처리 할 수 있는지 여부를 결정하기 위해 측정하는 것이 중요하다. 우리 그룹에 의해 전술 한 바와 같이, 중합체 용액 충분히 유지해야 : 1) 표면 장력이 미크론 / 서브 미크론 구조로 액체 필라멘트의 형성을 가능하게하는 단계; 2) 점도가 모세관 헤어 견딜; 그리고, 3) 증발 속도는 섬유 응고 (18)을 강화한다. 이러한 매개 변수 사이의 시너지 효과는 성공적으로 직경의 지정된 범위에서 섬유를 생산하는 열쇠입니다. 동시에, 이러한 파라미터 중 임의의 불안정성 미크론 / 서브 마이크론 스케일 섬유의 형성을 방지한다. 섬유 제조 동안에이 파라미터 간의 시너지 효과를 유지하기 위해서는 바늘과 바늘 밸브가 완전히 직접 기록 S 후 세척되는 것을 보장하는 것이 중요방지 ession : 용액 1) 오염; 2) 바늘을 통해 중합체 용액 유량의 감소; 및 니들의 팁에서 중합체 비드, 3) 과도 성장. 또한, 히터 온도 제어부는 중합체 용액의 일정한 증착 속도를 유지하기 위해 원하는 온도로 설정되어야한다.
두 갈래의 분기 섬유는도 6-8에서의지지 구조체의보다 직경이 41 %와 24 % 이상, 59 %이었다 각각 24 % PMMA 용액을 사용. 이는 섬유가 그려진되는 거리에 주로 기인한다. 구체적으로,지지 구조물이 기판의 전체 폭을 가로 질러 그려 (X 및 Y 방향으로 10.0 mm, 대각선 14.4 mm). 결과적으로, 이들은 전체 부유 구조물의 긴 섬유이다. 두 갈래의 가지 구조는 아래로 2.5 mm의 7mm 최대 길이에 이르기까지, 상당히 짧다. 이 짧은 섬유 그리기 길이는 더하지 않습니다t 효과적으로 작은 직경의 섬유를 생성하기 위해 섬유 씨닝 처리 중에 필요한 섬유 변형을 유도한다. 한편, 큰 직경의 와이어는 효과적으로 갈래 분기 드로잉 과정 유도 잡아 당 겼 및 변형을 유지하기 위해지지 섬유로서 기능해야한다. 분기 분기가지지 섬유 걸쳐 그려 같이,지지 섬유 형상의 리모델링 인해에 존재하는 용매에서 드로잉 힘뿐만 아니라 지지체의 계면 PMMA 중합체의 국부적 용해 및 분지 섬유에 발생할 수 고분자 용액. 따라서, 일부 경우에, 상기지지 섬유는 더 큰 직경과 기계적으로 더 강한 섬유를 생성하기 위하여 중합체의 더 높은 농도로 이루어지는 중합체 용액으로부터 제조 될 필요가있다.
지지체의 넓은 범위 및 분지 섬유를 생성하기 위해 기존의 프로토콜을 변경하기위한 방법은 주로 세 가지 효과가있다직경 : 1)로 처음에 큰 바늘 끝으로부터 중합체를 분배 (예 25 G; ID = 254 μm의)지지 섬유를 생성하고 작은 니들 팁 (예를 들면, 32 G와 교환하는 단계; ID = 101.6 μm의)을 제조하는데 작은 분기 섬유; 전술 한 바와 같이 2), 다수의 중합체 농도를 사용한다; 및 예 / 또는 3) 조정 공급 속도, 공급 속도는 더 작은 직경의 섬유를 생성 증가 및 공급 속도를 감소 여기서 스테이지가, 통과하는 속도는 더 큰 직경의 섬유를 생성한다. 지금까지, 우리는 성공적으로 90 나노 작게 섬유를 제조 할 수 있었다; 그러나,이 차원에서 섬유의 수율은 모세관 해체로 낮다.
자동화 직접 기입 처리의 한 가지 제한은 고분자 용액의 농도는 단지 하나의 시간에 분배 될 수 있다는 것이다. 이것은 필요없이 개발 될 현탁 구조의 복잡성 레벨을 제한 : 1) 로봇 제 디스펜스 밸브를 추가;또는, 2) 기존의 밸브를 제거하고 추가 시간이 소요되는 제 2 폴리머 솔루션을 분배하기 전에 청소 프로토콜 (3.4 절)을 수행합니다. 두 번째 제한은 시스템이 달성 가능한 최대 공급 속도는 500mm / 초이다 이송 속도 (또는 인쇄 속도)이다. 그러나, 이송 속도 및 섬유화 간의 트레이드 오프가있다. 관성력 (이송 속도에 의한 힘)이 표면 장력 및 중합체 용액의 증발 속도보다 큰 경우 즉, 섬유 형성이 발생하지 않는다. 공급 속도가 너무 낮 으면, 섬유 인해 전 연신 공정 동안 과도한 증발로 파단된다. 셋째, 섬유 구조 및 치수가 각각 X, Y 및 Z 방향으로 로봇의 스테이지의 동작 범위, 즉, 200mm, 200mm 및 (10 ㎛의 위치 정밀도)와 25mm로 제한된다. 그럼에도 불구하고,이 과정 (섬유 L 높은 종횡비의 형성을 가능하게하지ength : 직경) 섬유. 전략적으로 높은 복잡도 자유롭게 부유 구조물을 생성 할 수있는 능력을 생성 분배 팁 크기 및 광범위한 섬유 직경 범위에 대해 허용하는 중합체 용액의 농도를 변화.
프로토콜은 위에서 설명한 다음으로 미크론 및 서브 미크론 직경 고분자 섬유는 다른 습식 건식 또는 전기 방사 공정으로 제어 할 수없는 중합체 용액의 표면 장력 구동 유체 역학을 이용하여 공간 제어의 높은 수준으로 생성 될 수있다 . 종래 작업 8,19에서, 우리는이 기술이 복잡 마이크로 / 미크론 유체 장치 (19) 및 생명 공학적 지지체 (8)을 제작하는 데에 이용 될 수 있음을 알고있다. 이 저렴하고 쉬운 방법은 여러 가지면에서 기존의 대패 제조 방법에 비해 자신의 장점이 있습니다.
Disclosures
The authors have nothing to disclose.
Acknowledgements
This work is supported by the NSF-EPSCoR (grant #0814194) and the Department of Bioengineering.
Materials
| ROBOT DR2203N 3 AXES 200MM X 200MM | Nordson EFD | 7023145 | 3-Axis Robot |
| CONTROLLER 7100, DISPENSE VALVE | Nordson EFD | 7015340 | Valve Controller |
| MICRODOT VALVE | Nordson EFD | 7021233 | Microdot Valve |
| ROBOT ACC FIXTURE PLATE 200MM | Nordson EFD | 7028276 | Fixture Platen |
| ROBOT ACC DRN / DSRN POINTS SOFTWAR | Nordson EFD | 7023144 | JR-C Software |
| ROBOT MOUNT VALVE UNIVERSAL | Nordson EFD | 7028273 | Microdot Valve Mount |
| 15 PSI BARREL PRESS. REGULATOR | Nordson EFD | 7020585 | Barrel Regulator |
| KIT O BRL/PIST 5CC CL/WH 40 | Nordson EFD | 7012096 | 5CC Barrels with Pistons |
| ADAPTER ASM O 5CC BL | Nordson EFD | 7012054 | Pneumatic Barrel Adapter |
| TIP 30GA .006X.25 LAVNDR 50PC | Nordson EFD | 7018424 | 30 GA Needle Tip (0.250" length) |
| Electric Baseboard Heater (500W, 30" length) | Cadet | 2F500 | Heater |
| Temperature Controller with Timer | Control Company | 130726596 | Temperature Controller |
| eScope USB Microscope | OiTez | DP-M02 | 200X USB Microscope |
| Poly(methyl methacrylate) | Aldrich | 182265-500G | PMMA Powder |
| Chlorobenzene | Sigma Aldrich | 284513 | Solvent to dissolve PMMA |
References
- Andrew, K. E., Glenn, D. P., Simon, M. C., Dietmar, W. H. Combining Electrospun Scaffolds with Electrosprayed Hydrogels Leads to Three-Dimensional Cellularization of Hybrid Constructs. Biomacromolecules. 9 (8), 2097-2103 (2008).
- Cho, S. M., Kim, Y. J., Kim, Y. S., Yang, Y., Ha, S. -. C. The application of carbon nanotube-polymer composite as gas sensing materials. Sensors. Proc. of IEEE. 2, 701-704 (2004).
- Xu, F., Horak, P., Brambilla, G. Optical microfiber coil resonator refractometric sensor. Optics Express. 15 (12), 7888-7893 (2007).
- Dalton, P. D., Joergensen, N. T., Groll, J., Moeller, M. Patterned melt electrospun substrates for tissue engineering. Biomed. Mater. 3 (3), 034109 (2008).
- Hadjizadeh, A., Doillon, C. J., Vermette, P. Bioactive polymer fibers to direct endothelial cell growth in a three-dimensional environment. Biomacromolecules. 8 (3), 864-873 (2007).
- Xu, C. Y., Inai, R., Kotaki, M., Ramakrishna, S. Aligned biodegradable nanofibrous structure: a potential scaffold for blood vessel engineering. Biomaterials. 25 (5), 877-886 (2004).
- You, Y. M., Lee, B. L. e. e. S. J., Lee, T. S., Park, H. In vitro degradation behavior of electrospun polyglycolide, polylactide, and poly(lactide-co-glycolide). J. Appl. Polym. Sci. 95 (2), 193-200 (2005).
- Berry, S., et al. Endothelial cell scaffolds generated by 3D direct writing of biodegradable polymer microfibers. Biomaterials. 32 (7), 1872-1879 (2011).
- Dalton, A. B., et al. Super-tough carbon-nanotube fibres. Nature. 423, 703 (2003).
- Dalton, A. B., et al. Continuous carbon nanotube composite fibers: properties, potential applications, and problems. J. Mater. Chem. , 1-3 (2004).
- Sperling, L. H. . Introduction to physical polymer science. , 325-347 (1992).
- Harfenist, S. A., et al. Direct drawing of suspended filamentary micro- and nanostructures from liquid polymers. Nano. Lett. 4 (10), 1931-1937 (2004).
- Yang, R. R., He, J. H., Xu, L., Yu, J. Y. Bubble-electrospinning for fabricating nanofibers. Polymer. 50 (24), 5846-5850 (2009).
- Berry, S., et al. Characterization and modeling of direct-write fabrication of microscale polymer fibers. Polymer. 52 (7), 1654-1661 (2011).
- . . Janome Desktop Robot JR2000N Series Operation Manual. , (2007).
- . . Brookfield DV-II+ Programmable Viscometer Operating Manual, Manual No. M/97-164-B299. , (1999).
- Flegler, S. L., Heckman, J. W., Klomparens, K. L. . Scanning and transmission electron microscopy : an introduction. , (1993).
- Berry, S. M., Pabba, S., Cohn, R. W., Keynton, R. S. Direct-Write Drawing of Carbon Nanotube/Polymer Composite Microfibers. J. Nanomater. 2012, 1-8 (2012).
- Berry, S. M., Roussel, T. J., Cambron, S. D., Cohn, R. W., Keynton, R. S. Fabrication of suspended electrokinetic microchannels from directly-written sacrificial polymer fibers. Microfluid. Nanofluid. 13, 451-459 (2012).
