EHD jet utskrift har vært mye brukt i ulike områder, som trykte elektronikk, bioteknologi og avanserte materiale programmer, fordi det er i stand til høy oppløsning og rimelig direkte mønstre1. Utskrevne linjebredden eller trykte prikk-størrelse kan bli redusert til 1 µm, slik som er betydelig mindre enn konvensjonelle piezo-baserte blekkskrivere skriver ut1.
EHD utskrift, er en liten del av blekk (eller menisk) skjøvet ut av munnstykket spissen og vedlikeholdt ved å kontrollere den flow rate1,2,3,4,5 eller positive lufttrykket1 ,6,7. Den ekstruderte meniscus belastes og kan lett bli trukket fra munnstykket spissen til underlaget av et elektrisk felt, som vist i figur 1. Den koniske meniscus dannes under spyling, produsere en blekk strøm mye tynnere enn munnstykket.
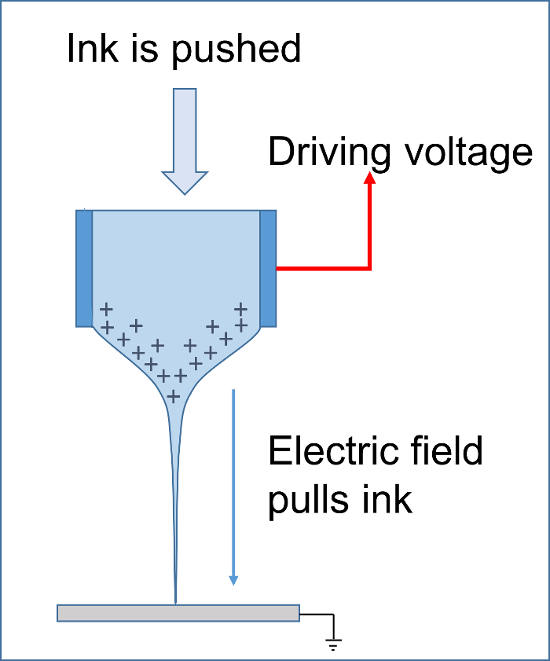
Figur 1: EHD utskrift. Figuren viser prinsippet om EHD jet utskrift. Blekk er skjøvet via presset og trakk via et elektrisk felt for å danne en ekstrudert menisk fra munnstykket. Deretter kan belastes blekket lett jetted substrat via en DC eller puls spenning. Klikk her for å se en større versjon av dette tallet.
Selv om en enkelt EHD skriver kan brukes for to forskjellige moduser, nær-feltet electrospinning (NFES) og drop-on-demand (DOD) EHD jet utskrift metodene realisering avviker seg betydelig i blekk, fluidic systemet og kjøring spenning1 , 2 , 3. NFES4,5 bruker For eksempel en relativt høy-flytende blekk [mer enn 1000 centipoises (cP)] til kontinuerlig mikro-linjemønstre med høyhastighets utskrift opptil 1 m/s. På den annen side, DOD EHD jet utskrift6,7,8 bruker lav-flytende blekk med en viskositet på rundt 10 cP skrive dot-baserte komplekse mønstre med en lav utskrift hastighet 10 mm/s.
Siden behovet for hver modus er signifikant forskjellig, kan det være utfordrende for uerfarne forskere å oppnå de ønskede resultatene. Den empiriske “know-how” kan være viktige i praksis. For å hjelpe forskerne å venne seg til utskriftsmetoder, presenterer vi EHD utskrift protokoller for fine ledende mønstre med Ag hydrogenion blekk. Men lagt vi kommentarer til protokoller slik at de ikke er begrenset til en ledende mønstre med Ag hydrogenion blekk. Endelig presenteres utskrift og forberedelse retningslinjer under diskusjon.
