Liquid injection molding (LIM) (also known as reaction injection molding) is often used to manufacture elastomeric devices from thermosetting elastomers, but high tooling and equipment costs require a great deal of up-front capital investment1. Furthermore, LIM can be technically challenging and expensive to implement in cases with complex geometry and requirements for overmolding. As a result, it is typically impractical to use traditional LIM in ultra-low volumes or with early-stage device designs that often incur iterative revisions.
The typical procedure for injection molding elastomeric materials involves injecting liquid monomers at pressures around 150 psi into a mold using specialized molding machinery2. Temperatures and pressures are controlled to ensure laminar flow and prevent air being trapped in the mold3. Raw materials are typically two-part cure systems, such as platinum cure silicone, that are kept in separate and temperature controlled chambers prior to injection. Both components of the raw material are pumped into a high-pressure mixing chamber that subsequently feeds into the mold cavity. Curing is achieved by the presence of a catalyst as well as temperatures around 150-200 °C4. Molds are typically machined from steel or aluminum to precise tolerances to create a good seal around parting edges3,5. Unfortunately, this process is generally more suited to larger scale manufacturing given high mold tooling costs as well as the requirement for specialized injection and feedback control systems.
For rapid prototyping of polyurethane (PU) parts, it is possible to use stereolithography (SLA) to create a mold master and produce a silicone rubber mold6,7. However, this technique is not suitable for overmolding since it is difficult to achieve precise alignment of overmolded components, as the silicone is, by design, not a rigid structure. Furthermore, production of devices with complex geometries, such as invaginations or hollowed out sections, is difficult or impossible. The requirement for complex or precise mold parting lines and rigid thin elements are more often than not, incompatible with the liquid rubber molding process.
The aforementioned production-scale or late-stage prototyping processes are often impractical for early-stage medical device development in which a few devices need to be produced for proof-of-concept and feasibility in human studies, as is often the case in academic laboratory and start-up company environments. The lack of alternatives often means that even early-stage development would incur high costs, requiring many device developers to limit device functionality or put development on hold while additional funds are raised. This contributes to a dramatic slowing of the development process since a large fraction of medical devices require implementation of complex features. It is also difficult to fund the costly development of such devices since proof-of-concept data is often not yet established. We encountered this roadblock in a recent project within this lab, which involved the development of a silicone intravaginal probe with overmolded electrical and optical sensors that required a cup-like tip to conform to specified cervical geometries. The process described in this article documents our attempt to circumvent this vicious cycle and rapidly reach proof-of-concept for LIM medical devices.
The technique shown in Figure 1 deconstructs the LIM process into 5 main activities: (1) mold design & production, (2) mold assembly (3) elastomer mixing, (4) elastomer injection, and (5) elastomer curing & demolding.
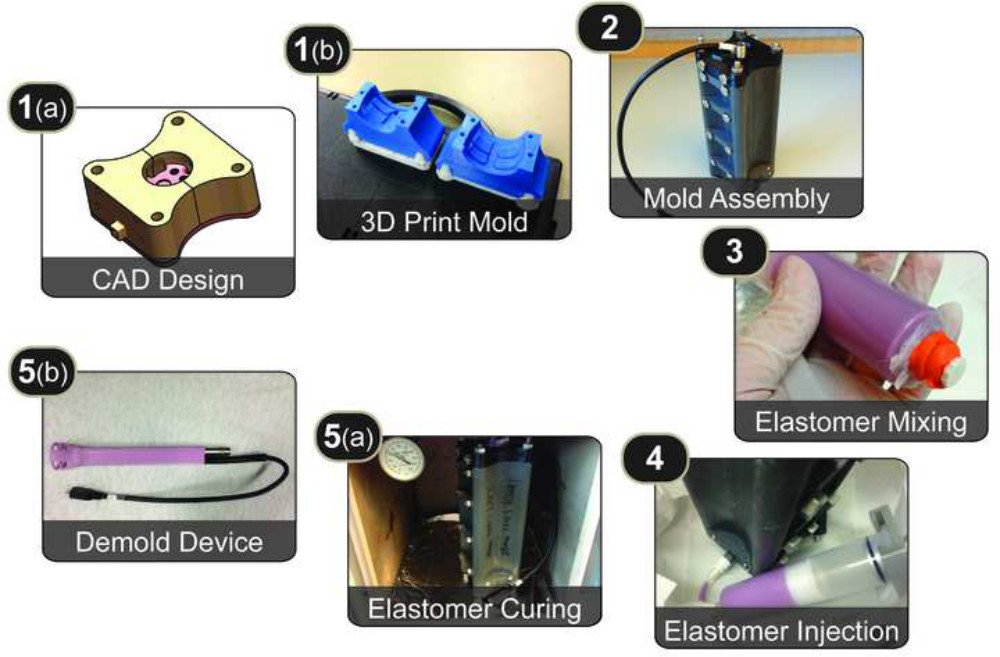
Figure 1. Protocol Overview. Overview of the protocol, which involves: (1a) creating a mold using computer-aided design tools, (1b) 3D printing the mold pieces, (2) assembling the mold pieces using threaded rods and screws, (3) mixing liquid elastomer and loading it in a syringe, (4) injecting the liquid elastomer into the mold using a modified desiccator, (5a) curing the elastomer in a temperature-controlled oven, and (5b) demolding the cured elastomer device from the mold pieces.
Mold design involves development of a mold master in computer-aided design (CAD) software, subtraction of the mold master from a solid block and definition of mold parting lines. Mold pieces are created and then assembled using screws, rods, and nuts with overmolded components positioned in the mold cavity. Elastomer mixing involves combining parts A and B of raw material and degassing to remove potential void spaces in the material. Next, elastomer injection involves pressure-driven filling of the mold cavity, followed by elastomer curing in a temperature-controlled oven to ensure chemical crosslinking of the polymer chains.
Breaking down the injection molding process into these steps enables us to forego traditional LIM equipment in favor of low cost alternatives. For example, instead of machining a metal mold or casting a silicone rubber mold from a mold master, the molds created from the protocol described in this manuscript were created from acrylonitrile butadiene styrene (ABS) plastic using a fused-deposition modeling (FDM) 3D printer8,9. Compared to building metal molds or SLA molds, FDM is generally a cheaper and faster process. Fairly complex molds can be printed quickly on an in-house 3D printer, or cheaply produced by one of the many contract 3D printing services available. For example, a complex eight-piece 3D printed mold was used to cast the demonstrated intravaginal probe in the representative results section and shown in Figures 14 and 15. All parts for this mold can be printed in approximately 1.5 days on an in-house 3D printer. Turnaround times for simpler molds can be a few hours. The overall length of time necessary to prototype a device using FDM 3D printers to create molds is similar to the time required to cast a mold out of silicone rubber and create a polyurethane prototype. However, using FDM 3D printers to create molds allows for several things that cannot easily be accomplished using a silicone mold: (1) many thermosetting elastomers can be used provided the 3D-printed mold can tolerate the required curing temperatures, (2) complex geometries can be created with the use of many different mold pieces and parting lines, and (3) use of rigid mold pieces allows precise and reproducible alignment of overmolded components within the mold cavity.
Instead of using a traditional LIM machine, which combines mixing, injection, and curing, it is possible to use a laboratory mixer to ensure homogenous mixing, a modified desiccator for injection, and a standard temperature-controlled oven for curing. The injection system was created using off-the-shelf components and involves the addition of a positive pressure supply line into the desiccator that connects to a syringe filled with mixed elastomer. Chamber pressurization in bench top desiccators is typically controlled by a three-way valve between the chambers, a vacuum supply line, and the atmosphere. The modified desiccator adds a positive pressure supply line feeding to the back of a syringe plunger. This enables the creation of a 40-50 psi pressure differential that is sufficient for liquid material injection into the mold cavity.
This technique allowed us to produce silicone intravaginal probes with overmolded electrical and optical sensors to collect proof-of-concept data for a Phase I clinical trial. Silicone was selected because of the need for biological inertness as well as the ability to sterilize with a variety of methods10,11. Furthermore, the device required a complex and unconventional cup-like geometry at the tip of the probe where sensors are located to interface with the cervix. Without the use of the described technique, it would have been a much more costly and lengthy process to produce these devices. This adaptation of the LIM process reduces cost and equipment requirements when compared to the traditional LIM process, making it practical to adopt a rapid and iterative approach to designing elastomeric devices.
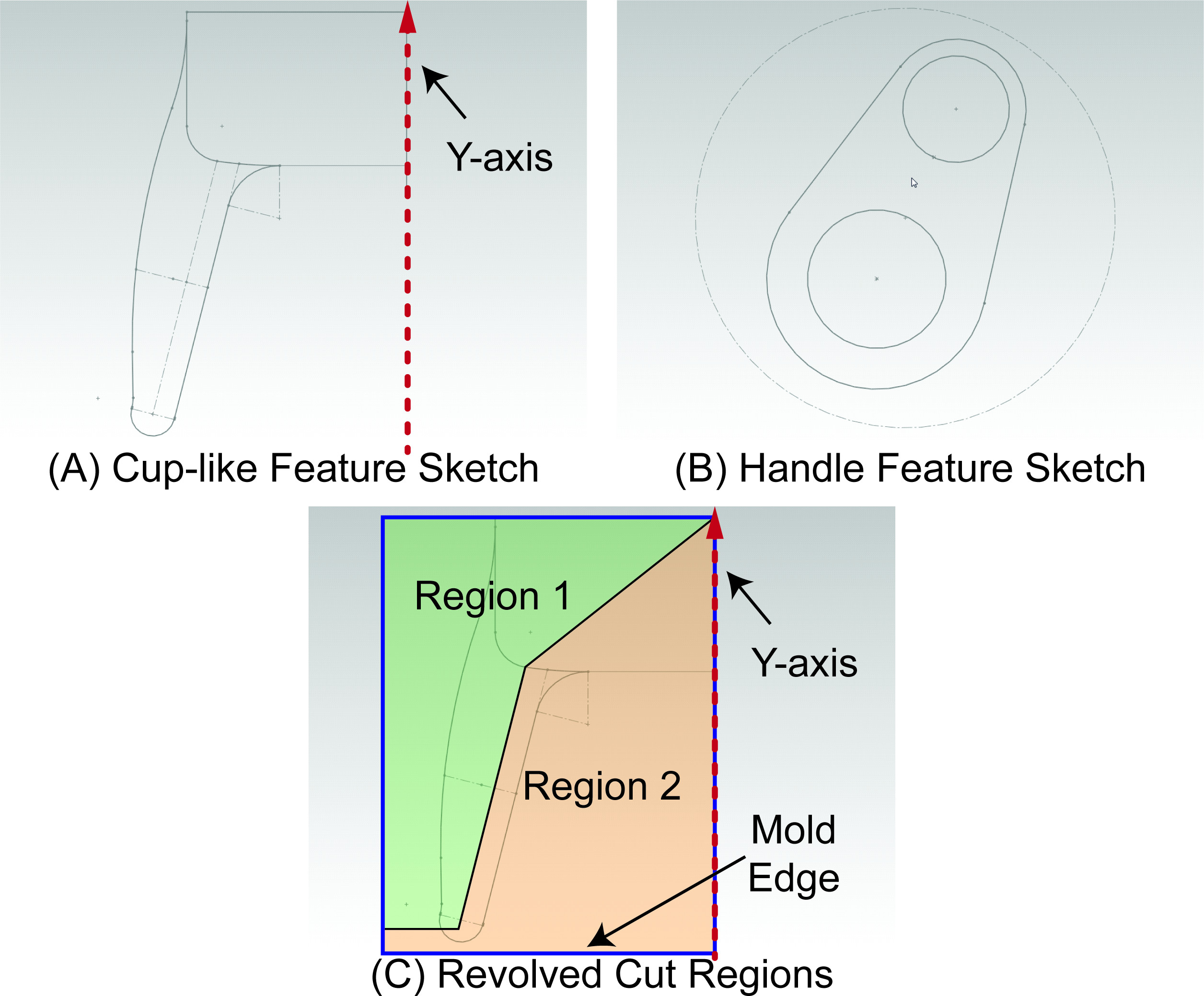
Figure 2. 2D CAD Sketches. A) 2D Sketch that can be radially revolved about the Y-axis to produce a cup-like feature similar to the one on the intravaginal probe device. B) Teardrop-shaped 2D sketch that can be extruded out of the plane into a prism-like structure that forms the handle of the intravaginal probe device. C) An example sketch that creates two regions in the radial cross section of the cup-like feature region of the mold. Revolved cuts selectively in Region 1 or Region 2 around the Y-axis will yield different mold pieces.
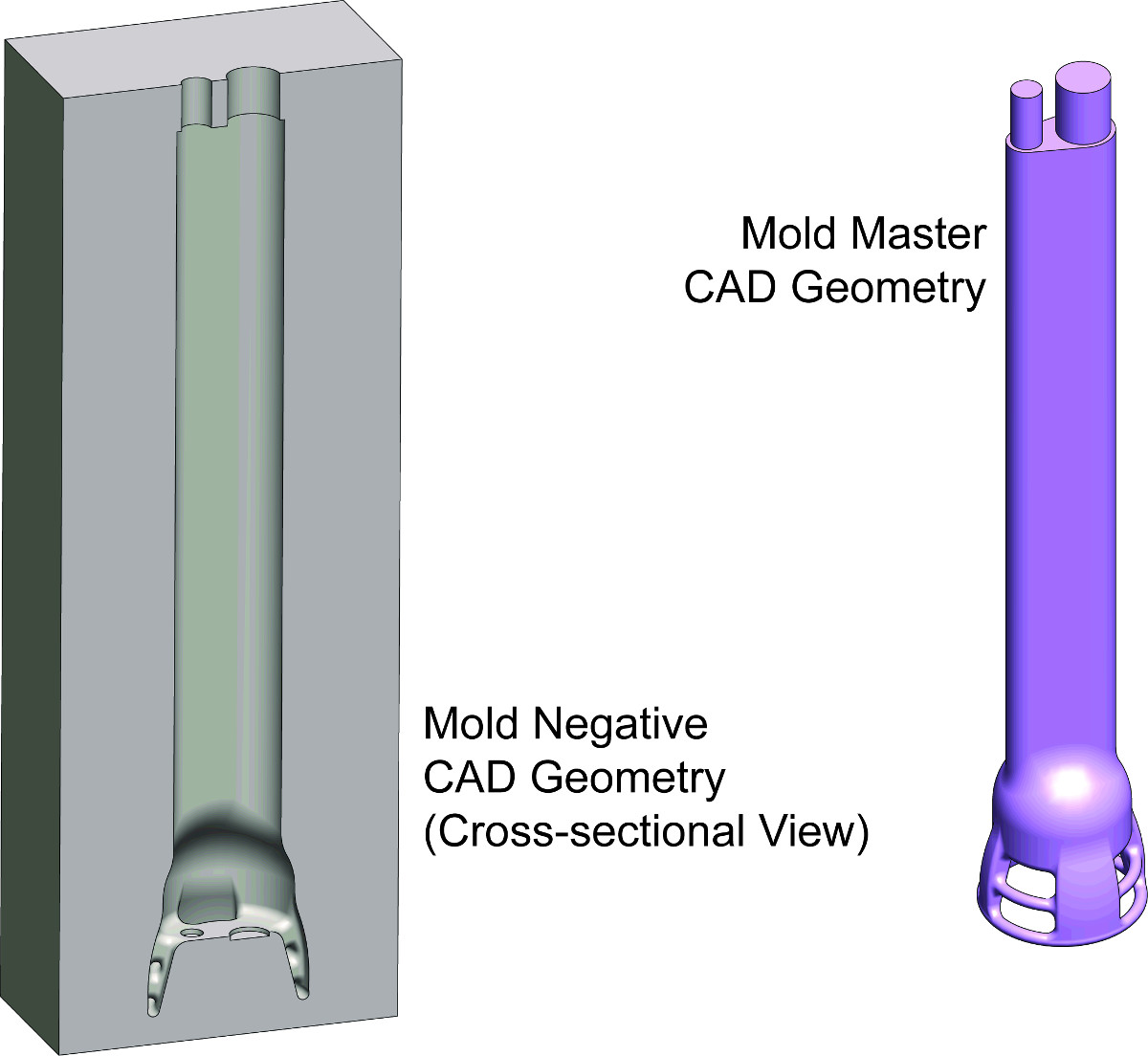
Figure 3. Creating the Mold in CAD. CAD drawings of the mold master (right) and mold negative (left) for an intravaginal probe device is depicted. The mold negative is created by subtracting the mold master geometry from a rectangular prism and will eventually be partitioned into two or more pieces and become a functional mold.
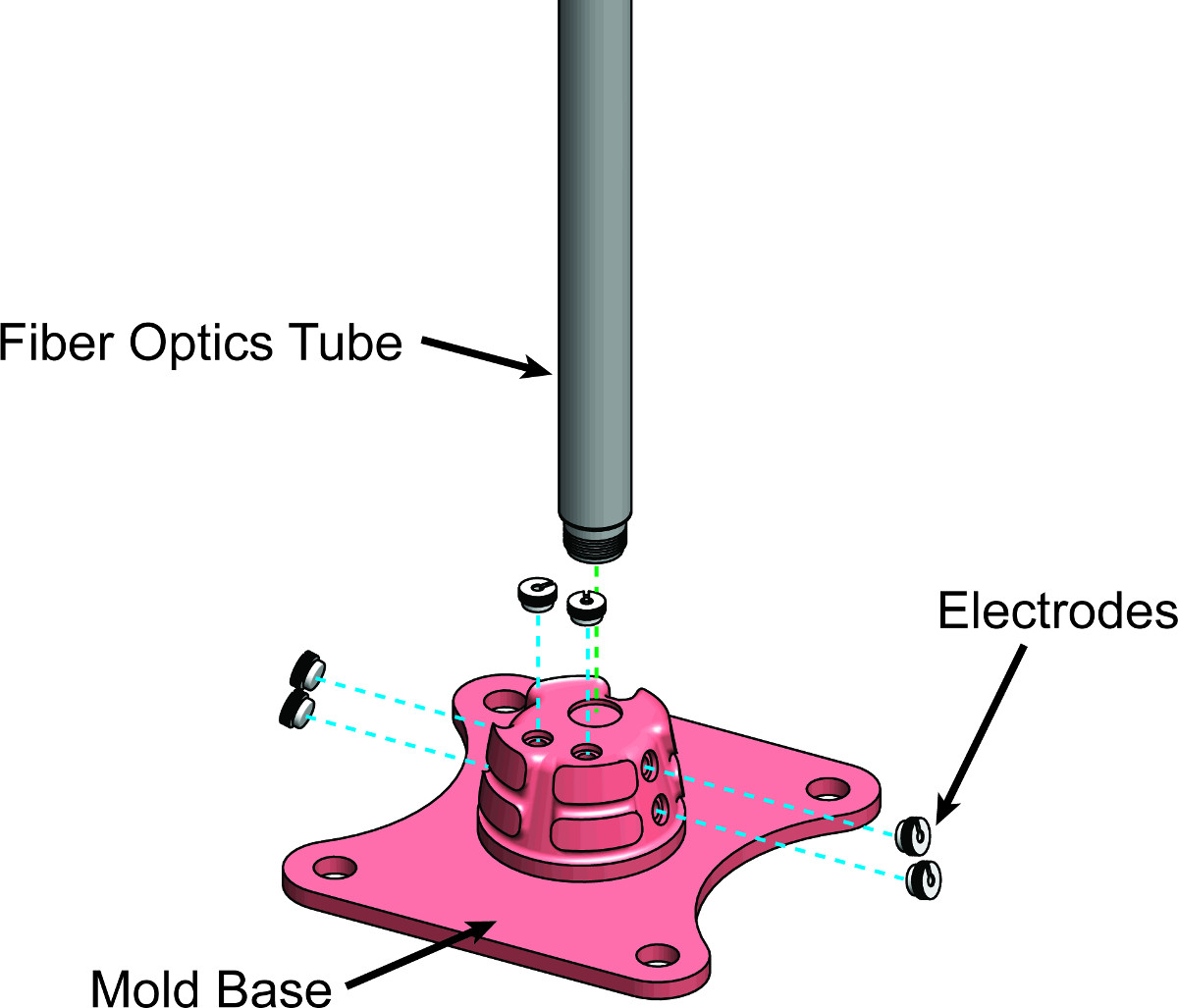
Figure 4. Designing Alignment Guides in the Mold. Exploded CAD drawing of the mold base, fiber optics tube, and electrode components. The fiber optics tube and electrodes must be precisely positioned and overmolded to produce an intravaginal probe. Alignment guides are designed into the mold base to allow these components to stay in place while liquid elastomer is being injected into the mold cavity.
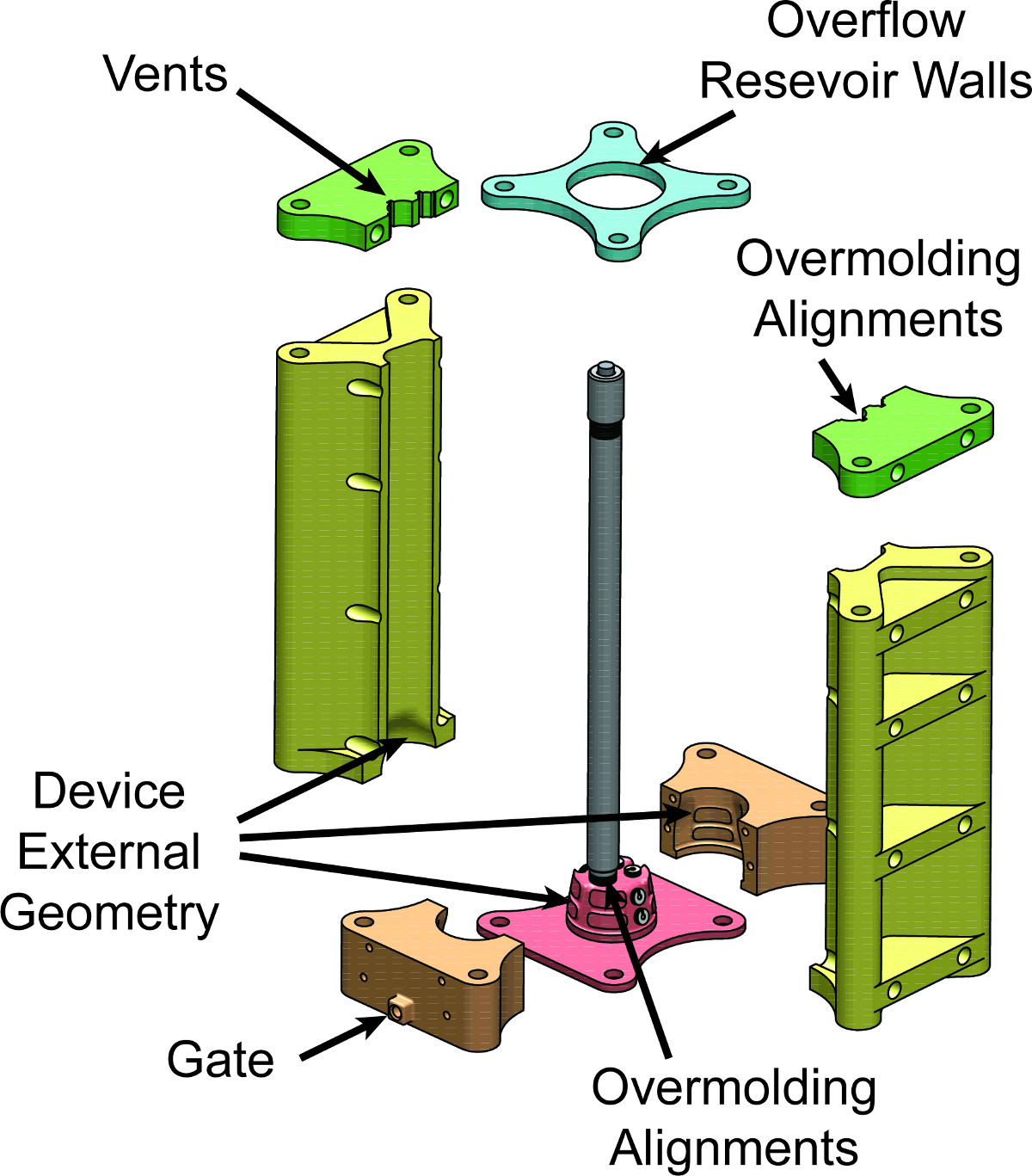
Figure 5. Mold: Exploded View. Exploded CAD drawing of the finished mold assembly for the intravaginal probe device. The geometry of the mold cavity not only specifies the external geometries of the final intravaginal probe device, but also provides anchoring and positioning points for components to be overmolded. Specifically, the mold base geometry and the upper left and upper right pieces align the fiber optics tube, and the mold base provides insets for aligning the electrodes on the final device.
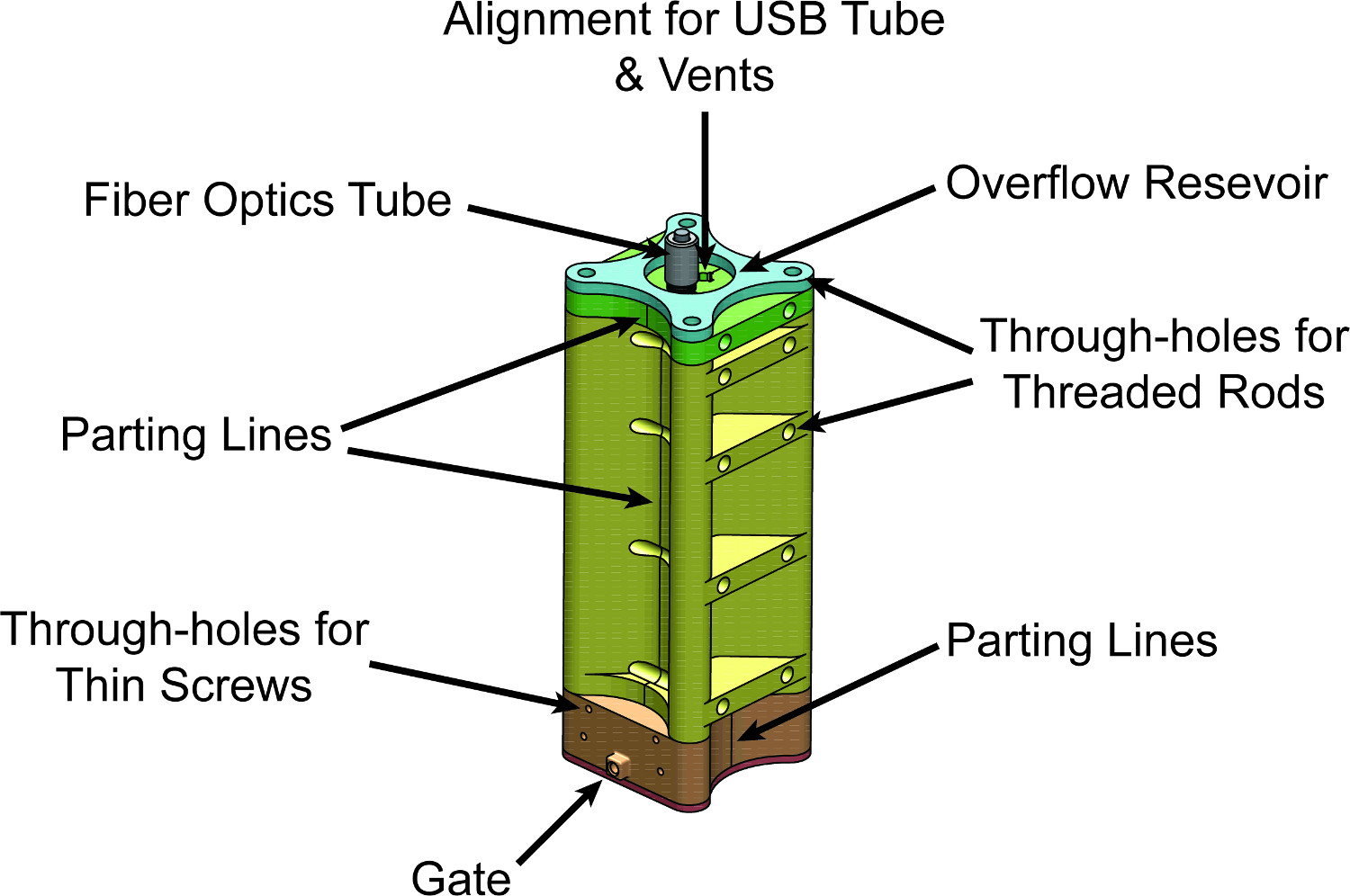
Figure 6. Mold: Assembled View. CAD drawing of the finished mold assembly for the intravaginal probe device. Liquid elastomer will be injected into the gate and fill the mold cavity before flowing into the overflow reservoir at the top. Vents running from the mold cavity to the overflow reservoir are carefully designed into the alignment pieces of the mold at the top.
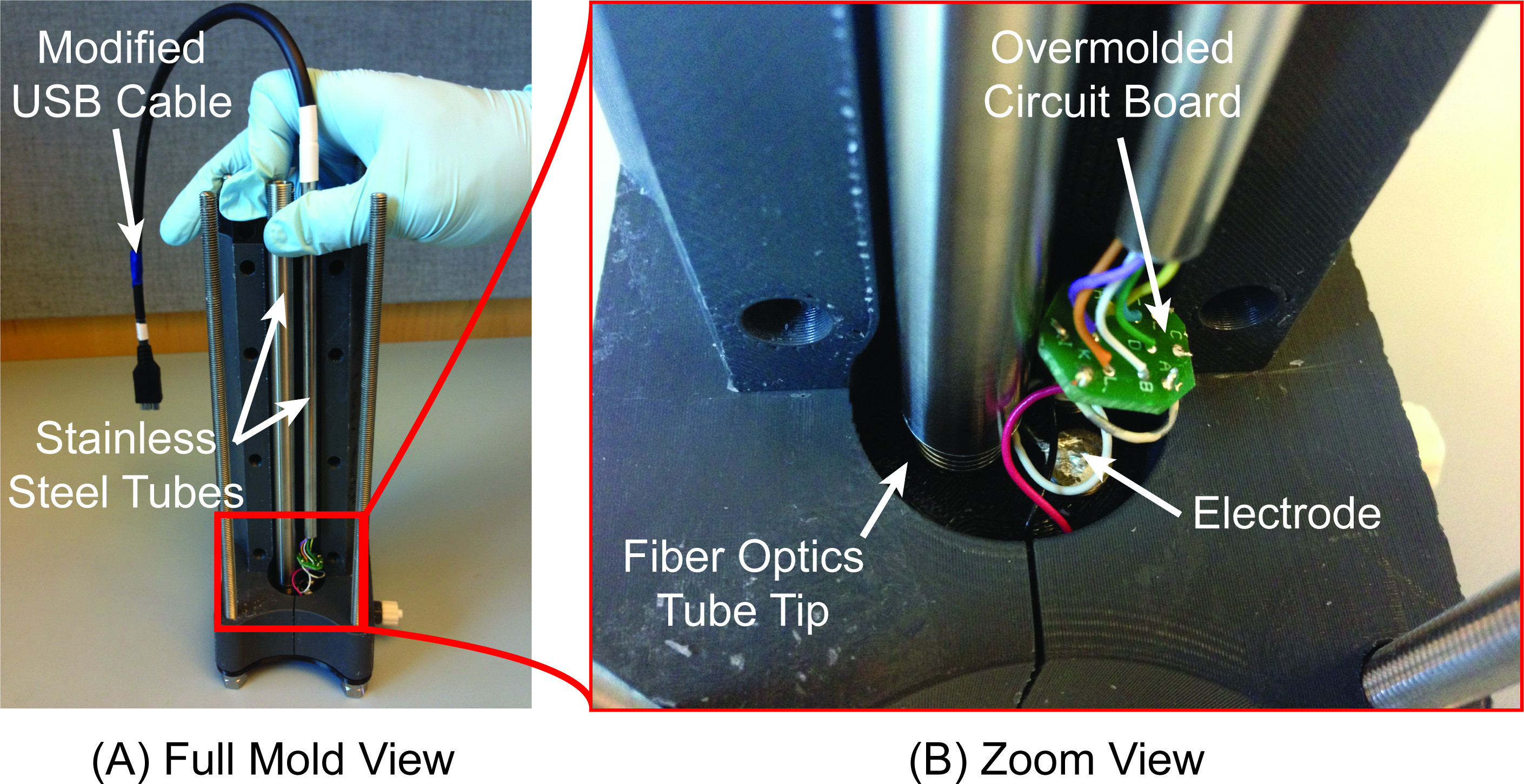
Figure 7. Alignment of Overmolded Components. A) Partially assembled mold depicting the alignment of two stainless steel tubes, a small printed circuit board, and six electrodes in the mold cavity. Positioning mold pieces at the top of the mold along with invaginations in the mold base physically constrain movement of all components during elastomer injection. B) Zoom view of the bottom of aligning components near the mold base.
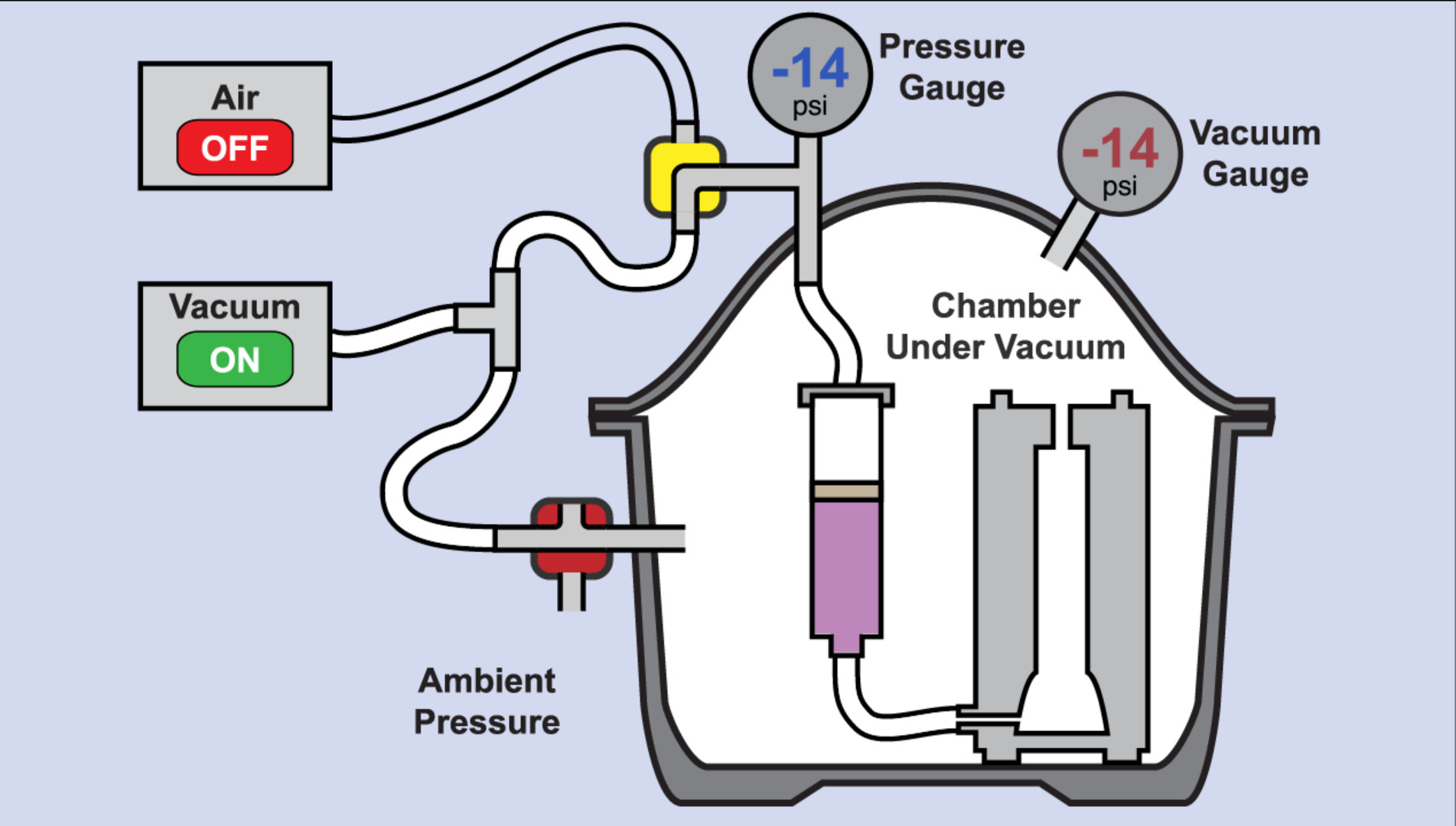
Figure 8. Elastomer Injection Process. Animation that first depicts modifications to a standard laboratory desiccator to create the injection chamber, and then depicts the manipulation of pressures to inject liquid elastomer from a syringe into a mold. Please click here to view this video.
Figure 9 is a schematic that describes how to modify the desiccator to create the completed injection chamber.
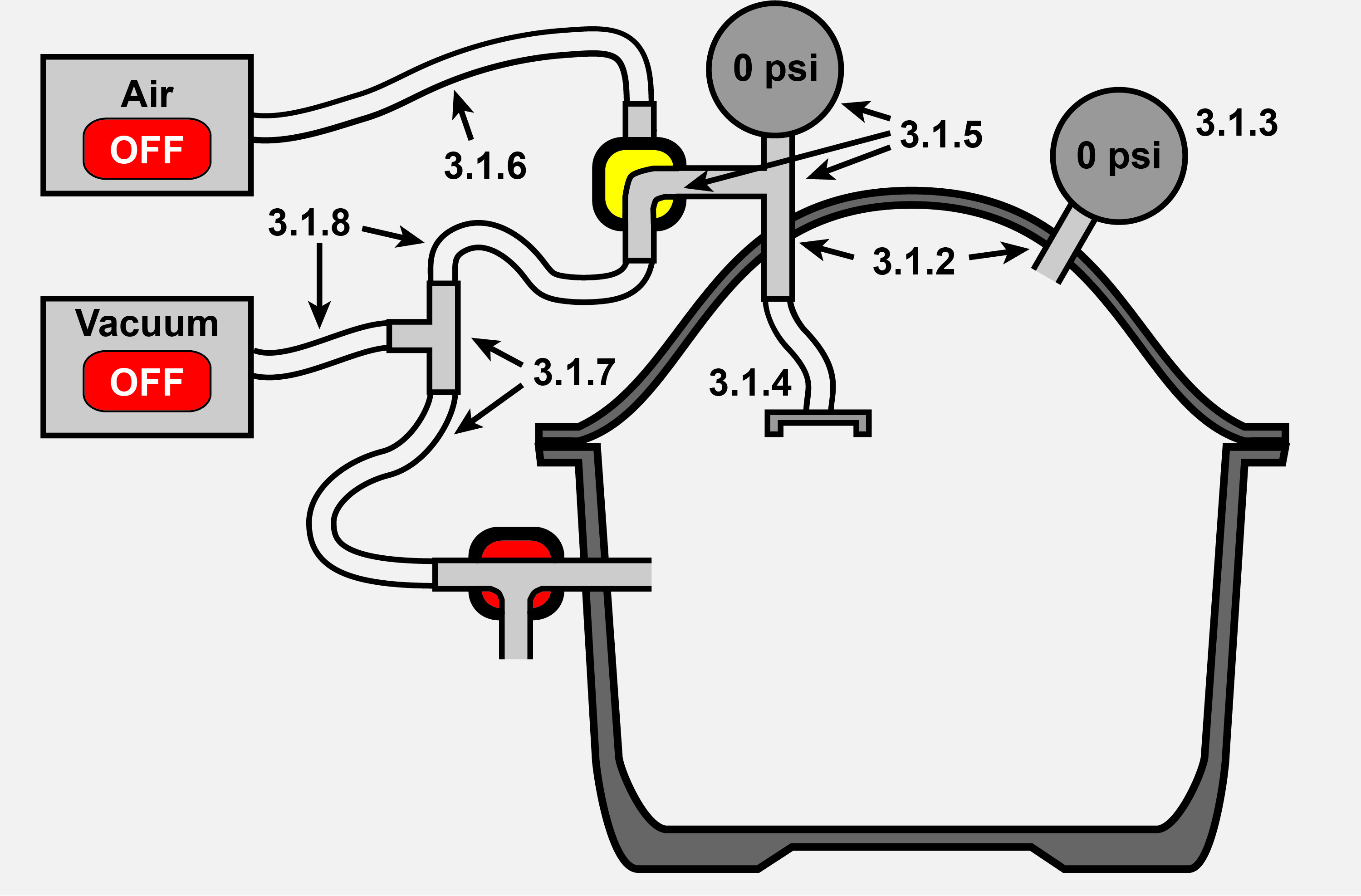
Figure 9. Creating the Injection Chamber. Injection Chamber after desiccator modification is completed. Corresponding steps in the procedure are labeled in the figure.
See Figure 10C & 10D for the injection chamber used to fabricate the intravaginal probe.
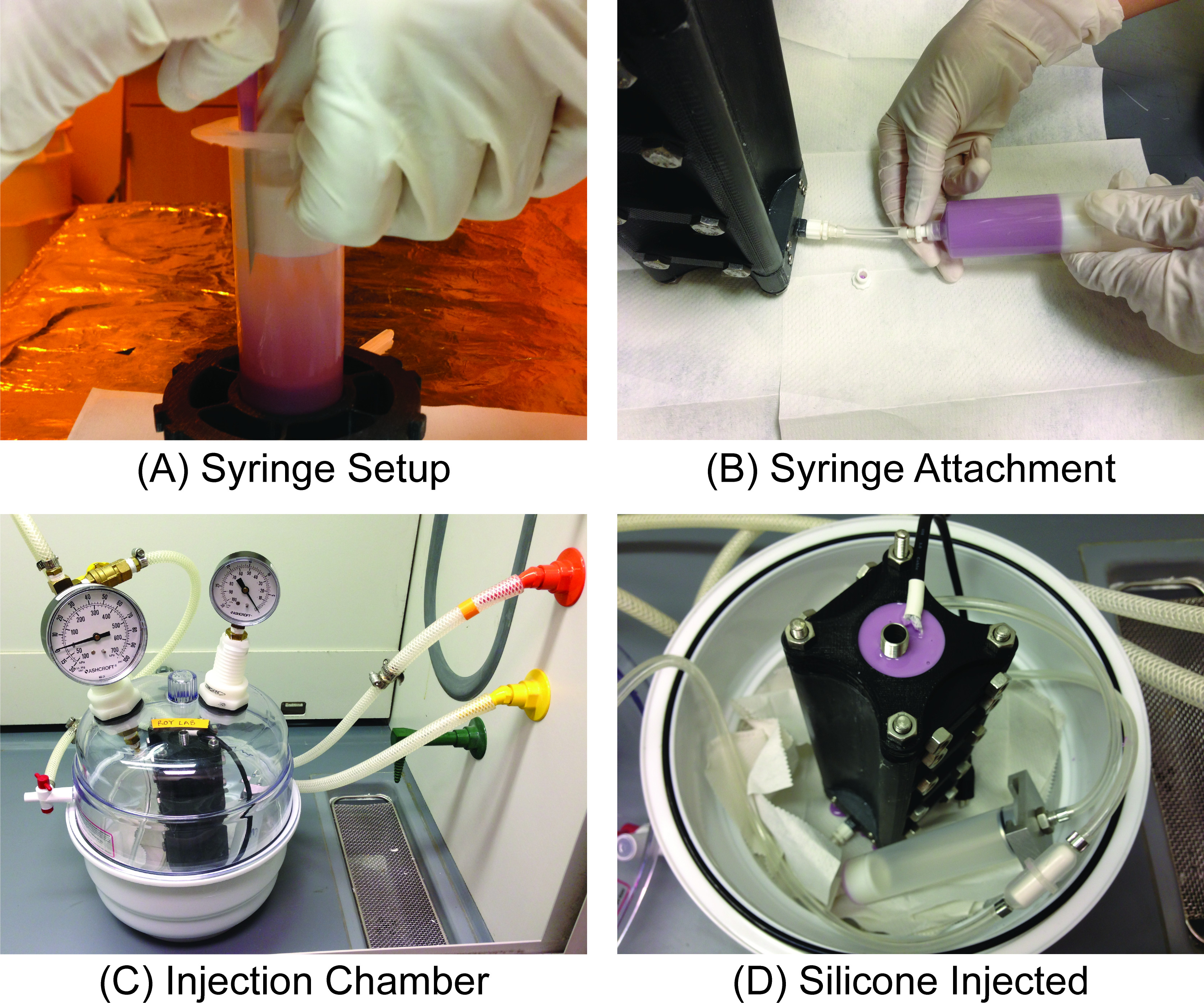
Figure 10. Elastomer Mixing and Injection. A) After the liquid elastomer is mixed and degassed, a syringe plunger is inserted into the syringe. Air between the plunger and the elastomer is removed with the aid of a syringe needle as the plunger is inserted. B) The syringe with elastomer is attached to the mold at the gate via luer-lock couplings. C) The injection chamber is a modified desiccator that can generate at least 40-50 psi of pressure across the syringe plunger with the aid of a vacuum and positive air pressure supply. D) Mold after injection of elastomer using the injection chamber.
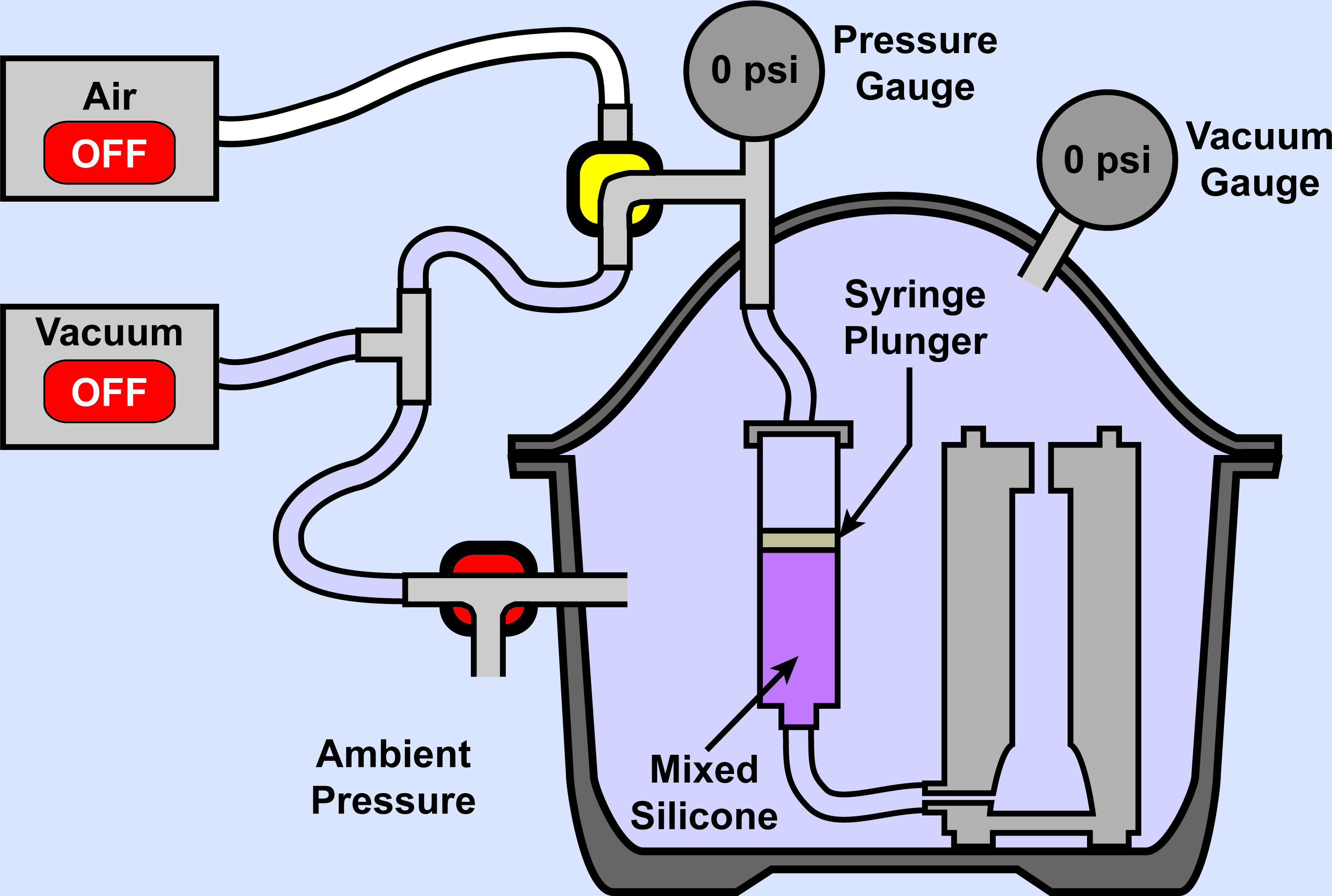
Figure 11. Elastomer Injection: Beginning. Injection chamber depicted at the start of the liquid rubber elastomer injection process. Both sides of the syringe plunger are exposed to ambient pressure.
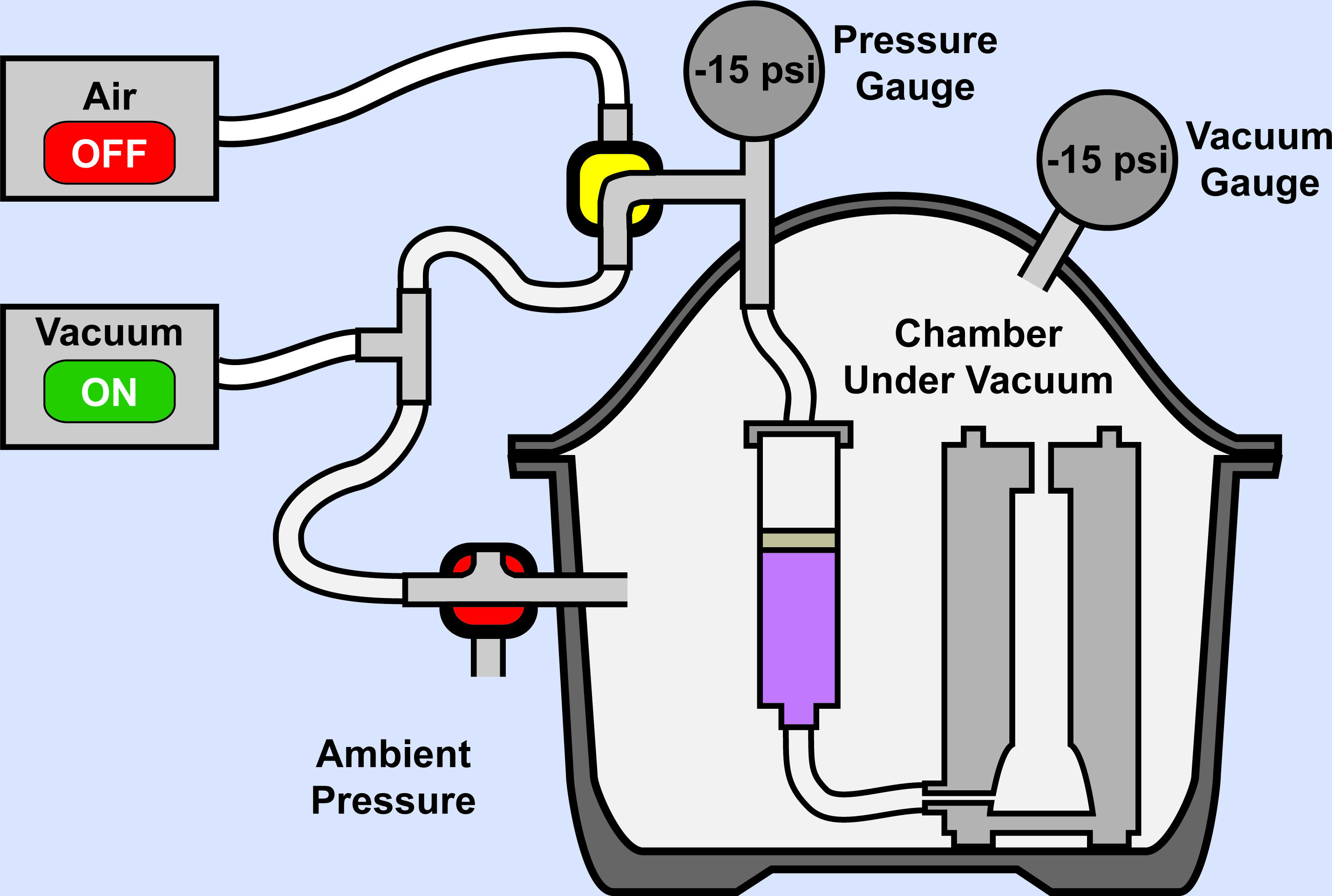
Figure 12. Elastomer Injection: Middle. Closing of 3-way valve near the bottom of the setup seals injection chamber and allows both sides of the syringe plunger to be pulled to a negative pressure.
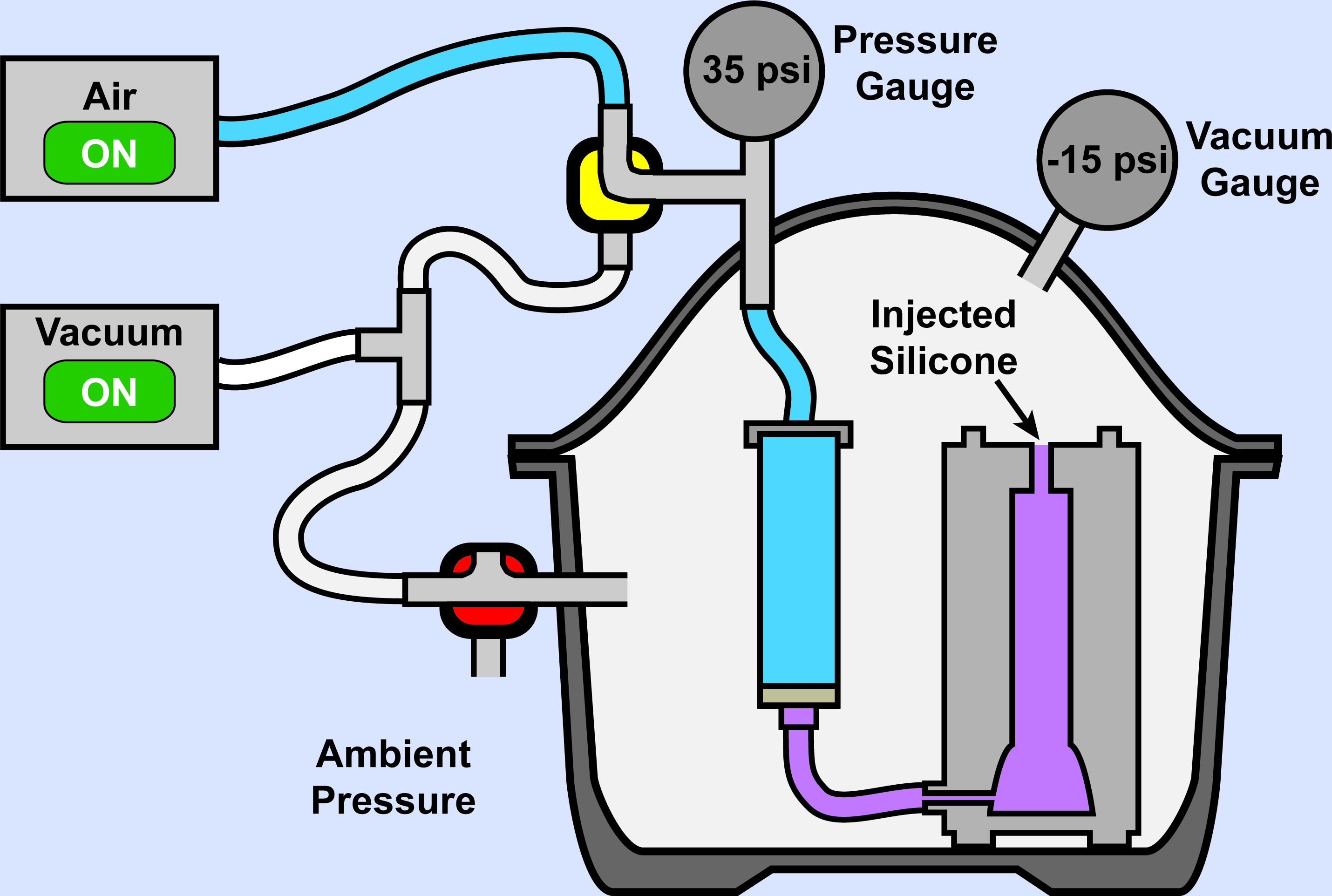
Figure 13. Elastomer Injection: End. Turning of the 2-way valve at the top of the setup allows application of positive air pressure behind the syringe plunger, generating at least 40-50 psi.
The mold and intravaginal probe in Figures 14 and 15 demonstrates representative results of the procedure presented in this article.

Figure 14. Fully Assembled Mold. Fully assembled mold for intravaginal probe device.
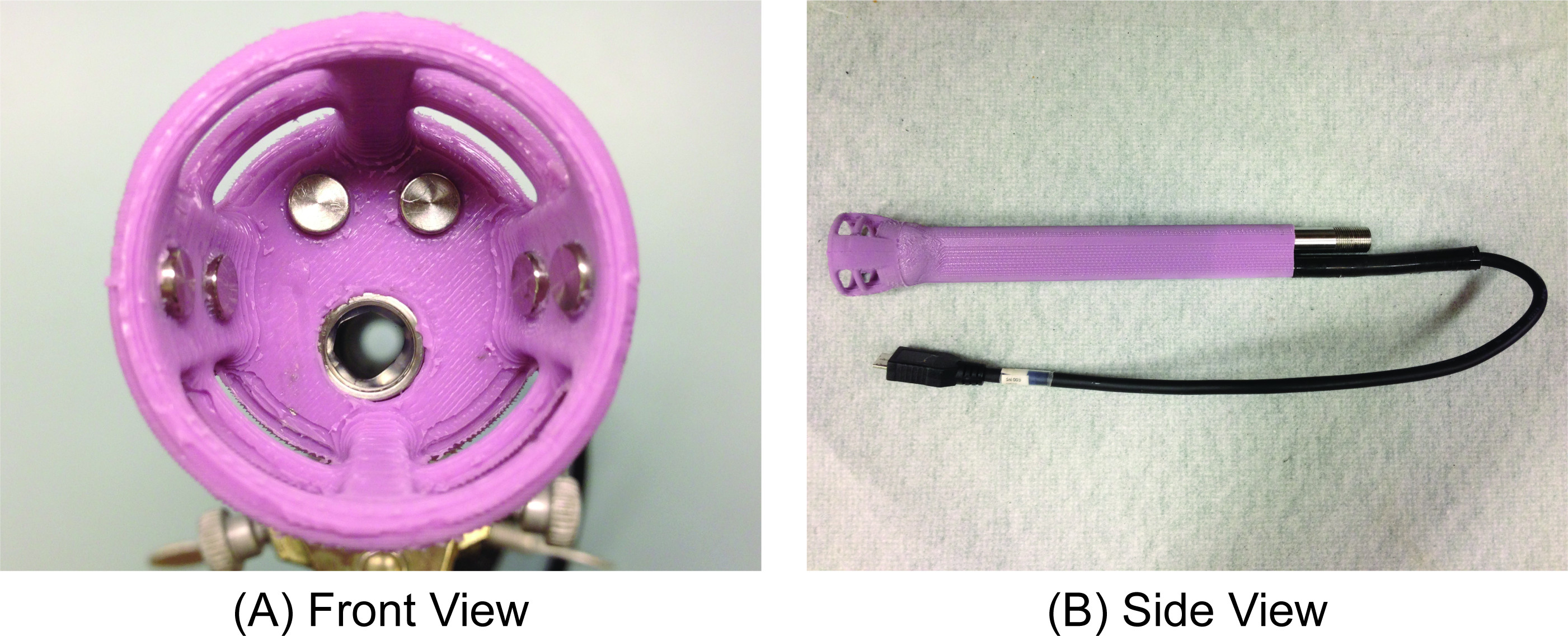
Figure 15. Intravaginal Probe Device. Final intravaginal probe device. A) Front view of the cup-like tip of the device. B) Side view of the same device. The cup-like structure consists of six overmolded titanium electrodes as well as a stainless steel tube that acts as a female receptacle for a fiber optic probe.
Specific use of this device is described in Etemadi et al12,13. The mold used to create the intravaginal probe was fabricated from ABS430 material using a Dimension uPrint Plus 3D printer. One mold for the intravaginal probe required approximately 1 reel of ABS430 material priced at $140 per reel. It took approximately 1.5 days to print all eight pieces of the mold.
A medical grade two-part platinum cure silicone designed for LIM applications (PN40029) was used in this application. Overmolded in the bulk silicone are custom stainless steel tubes, a modified USB cable, several wires, and titanium electrodes, which were kept in place during silicone injection via carefully designed alignment and positioning geometries in the mold. One of the tubes is exposed at the base of the cup-like structure on the intravaginal probe and has a glass window on the end of the tube to act as a female receptacle for a fiber optic bundle used for optical measurements. This is the sole external feature that was added after the silicone was cured and demolded using the documented process.
Specific results may vary depending on the desired geometry and whether or not overmolding is required. The intravaginal probe demonstrates that creation of complex geometries such as a thin cup-like structure is possible with FDM 3D printers, though simpler geometries would likely require fewer mold pieces, less mold material, and would be faster to 3D print. Use of higher resolution 3D printing technology such as SLA may be able to provide higher resolution, finer geometries, and superior surface finishes which may eliminate the need to manually finish molds. Using the technique described, overmolding of many different components may be accomplished as long as mold design is implemented carefully.
