木材ベースの高性能複合材料の製造と設計
Summary
デリニニオンされた高密度木材は、将来的に天然繊維強化またはガラス繊維強化複合材料を部分的に置換する大きな可能性を持つ新しい有望な軽量、高性能およびバイオベースの材料を表します。ここでは、2つの多目的な製造ルートを紹介し、複雑な複合部品を作成する可能性を示します。
Abstract
デリニニッド高密度木材は、優れた機械的特性により、ガラス繊維強化複合材料などの合成材料を置き換える可能性を秘める新しい有望で持続可能な材料です。しかし、デリニニューの木材は濡れた状態でかなり壊れやすいので、取り扱いや成形が困難になります。ここでは、クローズドモールド高密度化と真空高密度化の2つの製造プロセスを紹介し、その利点と制限の評価を含む、デリニフィニヒドウッドに基づく高性能セルロース複合材料を製造します。さらに、ライフサイクルの終了時にコンポジットを再利用または分解する方法に関する戦略を提案します。クローズドモールド高密度化には、精巧なラボ機器が不要であるという利点があります。簡単なねじクランプまたはプレスは高密度のために使用することができる。単純なジオメトリと曲率の大きな半径を持つ小さなパーツには、この方法をお勧めします。オープンモールドプロセスでの真空密度は、曲率の小さな半径を含む、より大きなオブジェクトや複雑な形状に適しています。閉じた金型プロセスと比較して、オープンモールド真空アプローチは、単一の金型キャビティの製造のみが必要です。
Introduction
優れた機械的特性を備えた新規天然繊維(NF)系複合材料の開発は、ガラス繊維複合材料1、2、3などの現在の合成システムの持続可能な代替手段とすることができるため、材料科学における主要な課題の1つである。従来のNF複合材料(亜麻、麻、ケナフなど)4、5に加えて、マトリックス成分の部分的または完全な除去後の木材の緻密化は、近年6、7、8、9、10、11で注目を集めている。トップダウン製造ルートは、バルク木材のデリニュに基づいて、その後の高密度化に基づいて、概念的にはパルプおよびスラリーベースの製品12のためのかなり複雑なボトムアッププロセスに反する。パルプおよびスラリーベースの製品では、有益な木材繊維アライメントは、繊維がプロセスで分離されているように保持されません。対照的に、トップダウンプロセスで得られる構造保持デリニニング木材は、新しい材料に整列セルロース繊維と洗練されたアーキテクチャを転送します。繊維アライメントの歪みを伴わずにデリニフィケーション木材の緻密化を実現するためには、新たな加工ルートを開発する必要があります。
水飽和デリニオン木材サンプルの直接高密度化は、高密度化中にカウンター圧力を作成する湿式サンプル固有のフリーウォーターによる限られた高密度度、亀裂、および繊維アライメント歪みにつながります。高密度化時の構造的完全性の損失を回避するための現在のソリューションは、部分的にデリニオンされた木材の使用に続いて、高温高密度9または乾燥前の高密度6を含む。どちらの方法も、隣接する細胞間の接続性を高めます, 細胞間の接着剤または自由な水除去として機能する残りのリグニンに起因します.
どちらの場合も、フォームの作成可能性が低下し、設計アプリケーションが制限されます。必要なサンプルの事前調整も、処理時間の長にもつながり、います。したがって、シェーピングと高密度を 1 つのステップで組み合わせた高速でスケーラブルなプロセスが必要です。
この点で、我々は、単純でスケーラブルなアプローチで成形、高密度化、乾燥を組み合わせる方法として、デリニフィケーション木材のオープン/クローズドモールド高密度化と真空処理を提示します。図1は、本研究で説明した技術を用いて得られた、デリニオンされた緻密な木材複合部品を示す。
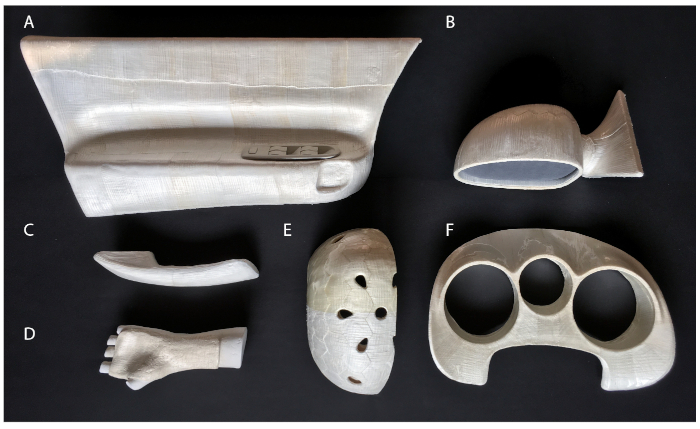
図1:デリニフィド高密度木材複合部品の例。(A)ドアパネル、(B)サイドミラー、(C)ドアハンドル、(D)オルソシス、(E)カットオープンヘルメット、および(F)タコメータカバー。この図の大きなバージョンを表示するには、ここをクリックしてください。
Protocol
Representative Results
Discussion
高性能な剥離木材系複合材料を得るために多彩な製造技術を提示し、再利用とリサイクル戦略を提案します。クローズドモールド加工は、水飽和状態では処理できないため、材料の事前調整が必要です。しかし、クローズドモールドプロセスを利用することは、例えば、利用可能な真空セットアップがない場合や、両側に素敵な(滑らかな)表面仕上げが望ましい場合に、特に選択の方法である可能性があります。
デリニフィニッド木材のオープンモールド真空処理により、水飽和サンプルの成形、緻密化、乾燥をシンプルでスケーラブルなアプローチで組み合わせることができる。この技術は複雑な形状の製造に適用可能であり、閉じた金型プロセスのためのスケーラブルな代替手段を提供する。層間の接着剤として澱粉を使用して、デリニニュージ付き木製ベニヤを積み重ねることで複合材料を製造しました。初期厚さの4分の1まで高密度化した結果、8層厚複合部品の最終厚さは2.5mmとなりました。真空プロセスでより滑らかな表面仕上げを得るために、閉じた多孔質金型の使用は適切な代替手段であり得る。
どちらの処理方法でも、剥離のリスクを低減するために、デリニフィケーションされた木層の間に接着システムを使用することをお勧めします。所定の例では、紙袋などのパルプや紙製品のバイオベースの接着剤として知られており、水系であるため、澱粉を選択します。今後の研究では、乾燥と繊維流れ偏差の面で現在の制限を解決するために、より厚いラミネートの製造に焦点を当てます。
一般に、デリニフィケーション木材の真空処理は、大規模な高密度セルロース繊維複合材料の容易かつ迅速な生産の可能性を有する。適切なコーティング、水安定接着剤システムまたは化学修飾を適用することによって材料の耐久性の問題に対処した後、可能な産業用途は、ドアパネル、床、およびダッシュボードなどの自動車部品を含み得る。当社の材料は、より良い燃料効率のために重量を削減し、リサイクル性を向上させるために、金属や繊維強化複合材料を置き換えることができます。
Disclosures
The authors have nothing to disclose.
Acknowledgements
著者たちは、多孔質金型の3Dプリントに対するシルバン・ガンテンベインに感謝する。
Materials
| Acetic acid | VWR Chemicals | 20104.312 | |
| Breather | Suter Kunststoffe AG | 923.015 | |
| Flow mesh/bleeder | Suter Kunststoffe AG | 180.007 | |
| Gypsum | Suter Kunststoffe AG | 115.3002 | |
| Hydrogen peroxide, 30% | VWR Chemicals | 23622.298 | |
| Oven | Binder GmbH | ||
| Press | Imex Technik AG | ||
| Seal tape | Suter Kunststoffe AG | 31344 | |
| Stainless steel mesh | Drawag AG | ||
| Starch | Agrana Beteilungs AG | ||
| Textile, peel ply | Suter Kunststoffe AG | 222.001 | |
| Vacuum bag | Suter Kunststoffe AG | 215.15 | |
| Vacuum bag, elastic | Suter Kunststoffe AG | 390.1761 | elastic vacuum bag for complex shapes |
| Vacuum pump | Vacuumbrand | ||
| Vacuum tubing | Suter Kunststoffe AG | 77008.001 | |
| Wood veneers | Bollinger AG |
References
- Joshi, S. V., Drzal, L. T., Mohanty, A. K., Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites?. Composites Part A: Applied Science and Manufacturing. 35 (3), 371-376 (2004).
- Mohanty, A. K., Misra, M., Drzal, L. T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. Journal of Polymers and the Environment. 10 (1), 19-26 (2002).
- Mohanty, A. K., Vivekanandhan, S., Pin, J. M., Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science. 362 (6414), 536-542 (2018).
- Pickering, K. L., Efendy, M. G. A., Le, T. M. A review of recent developments in natural fibre composites and their mechanical performance. Composites Part A: Applied Science and Manufacturing. 83, 98-112 (2016).
- Woigk, W., et al. Interface properties and their effect on the mechanical performance of flax fibre thermoplastic composites. Composites Part A: Applied Science and Manufacturing. 122, 8-17 (2019).
- Frey, M., et al. Delignified and Densified Cellulose Bulk Materials with Excellent Tensile Properties for Sustainable Engineering. ACS Applied Materials & Interfaces. 10 (5), 5030-5037 (2018).
- Frey, M., et al. Tunable Wood by Reversible Interlocking and Bioinspired Mechanical Gradients. Advanced Science. 6, 1802190 (2019).
- Yano, H., Hirose, A., Collins, P., Yazaki, Y. Effects of the removal of matrix substances as a pretreatment in the production of high strength resin impregnated wood based materials. Journal of Materials Science Letters. 20 (12), 1125-1126 (2001).
- Song, J., et al. Processing bulk natural wood into a high-performance structural material. Nature. 554 (7691), 224 (2018).
- Shams, M. I., Yano, H., Endou, K. Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin I: effects of pressing pressure and pressure holding. Journal of Wood Science. 50 (4), 337-342 (2004).
- Yano, H. Potential strength for resin-impregnated compressed wood. Journal of Materials Science Letters. 20 (12), 1127-1129 (2001).
- Keplinger, T., Wang, X., Burgert, I. Nanofibrillated cellulose composites and wood derived scaffolds for functional materials. Journal of Materials Chemistry A. 7 (7), 2981-2992 (2019).
- Segmehl, J. S., Studer, V., Keplinger, T., Burgert, I. Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications. Materials. 11 (4), 517 (2018).
- Maurer, H. W., Kearney, R. L. Opportunities and challenges for starch in the paper industry. Starch-Stärke. 50 (9), 396-402 (1998).
