


Summary
Een methode genaamd negatieve additieve productie wordt gebruikt om te produceren in de buurt van volledig dichte complexe gevormde borium carbide delen van verschillende lengte schalen. Deze techniek is mogelijk via de formulering van een roman schorsing waarbij resorcinol-formaldehyd als een unieke gelerend agent die een homogene koolstof sinteren steun na pyrolyse achterlaat.
Abstract
Borium-carbide (B4C) is één van de hardste materialen bestaan. Dit aantrekkelijke pand beperkt echter ook haar machineability in complexe vormen voor hoge slijtage, hoge hardheid en lichtgewicht materiaal toepassingen zoals armors. Om te overwinnen deze uitdaging, wordt negatieve additive manufacturing (AM) gebruikt voor de productie van complexe geometrieën van boor carbiden op verschillende schalen van de lengte. Negatieve AM houdt eerste gelcasting een schorsing in een 3D-gedrukte plastic mal. De mal wordt vervolgens weg, worden opgelost waardoor er achter een groene lichaam als een negatieve kopie. Resorcinol-formaldehyd (RF) wordt gebruikt als een roman Geleermiddel, omdat in tegenstelling tot traditionele hydrogels, er weinig tot geen krimp, waarmee een uiterst complexe mallen is moeten worden gebruikt. Bovendien, deze Geleermiddel kan worden pyrolyzed om het achterlaten van ~ 50 wt % koolstof, dat is een zeer effectieve sinteren steun voor B4C. als gevolg van deze zeer homogene verdeling van in situ koolstof binnen de B4C matrix, op minder dan 2% porositeit na het sinteren van ertsen kan worden bereikt. Dit protocol onderstreept in detail de methodologie voor het maken van in de buurt van volledig dichte borium carbide delen met zeer complexe geometrieën.
Introduction
Borium-carbide (B4C), met een Vickers hardheid van ongeveer 38 GPa, staat bekend als het derde moeilijkst verkrijgbare materiaal, achter de diamant (~ 115 GPa) en kubieke boornitride (~ 48 GPa). Deze bijzondere eigenschap, samen met een lage dichtheid (2,52 g/cm3), maakt het aantrekkelijk voor defensie toepassingen zoals armors1. B4C heeft ook een hoog smeltpunt, superieure slijtvastheid en hoge neutron absorptie cross sectie2,3,4. Gebruik van deze gunstige mechanische eigenschappen vereist echter meestal B4C te worden met een hoge dichtheid gesinterd. Hete dringende is een conventionele methode voor het sinteren B4C tot en met volledige compactie. Deze techniek is vaak beperkt tot eenvoudige meetkundes met beperkte kromming en vrij uniform van dikte. Duur en arbeidsintensief verspanen met polykristallijne diamant gereedschap of laser snijden is vereist om de fijnere of complexere functies.
Als alternatief, colloïdale vormtechnieken met druk-minder sinteren kunnen produceren in de buurt van-full dichtheid onderdelen waarvoor minimale tot geen machinale bewerking. Als gevolg van een gebrek aan externe druk tijdens de consolidatie, worden sinteren aids normaal aan de keramische middellange tot het verhogen van de effectiviteit van het drukloos sinteren toegevoegd. Koolstof wordt het meestal gebruikt als een sinteren steun voor B4C5,6,7. Verschillende bronnen van koolstof, zoals nanoparticle poeders of verkoold organics van pyrolyse, kunnen worden gebruikt. Homogene verdeling van de koolstof sinteren van steun in de begrenzingen van het graan is een belangrijke factor voor het verkrijgen van uniforme sinteren van B4C. Daarom koolstofconcentratie B4C deeltjesgrootte zijn ook belangrijk en factoren voor het sinteren van hoge dichtheid8delen aan elkaar gekoppeld.
Een van de meest veelbelovende colloïdale vormtechnieken voor het verkrijgen van complexe gevormde keramische delen is gelcasting. Deze techniek houdt een keramische ophanging met een organische monomeer gieten in een mal die polymerizes in situ om te fungeren als een gel9,10,11. De gel fungeert als een binder vormen een groene lichaam in de vorm van de mal die is sterk genoeg om te worden behandeld zonder breuk in verdere verwerking stappen. Eerder kunnen niet onmogelijk 3D mal geometrieën nu geproduceerd worden door goedkope polymeer gebaseerde additive manufacturing (AM) technieken zoals stereolithografie (SLA) en fused deposition modeling (FDM)12. De recente beschikbaarheid van 3D printers heeft nieuwe mogelijkheden voor het ontwerpen van keramiek met zeer complexe geometrieën geopend.
Negatieve additive manufacturing is een techniek die gelcasting met opofferende 3D-gedrukte mallen combineert. De complexiteit van het keramische deel is rechtstreeks verwant met de complexiteit van het ontwerp van de schimmel. Schimmel ontwerpen kunnen nu ongelooflijk geavanceerde met de komst van kunststof 3D printers met hoge resolutie. Bijvoorbeeld, worden 3D scanning tools kunt vangen van iemands contouren en worden opgenomen in mallen. Met behulp van negatieve AM, kunnen lichtgewicht keramische armors de iemands lichaamsgrootte en vorm op maat worden gemaakt. Dergelijke aanpassingen van het ontwerp kunnen de verbeterde mobiliteit lichter gewicht armors voorzien voor gebruikers.
Andere gemeenschappelijke keramische AM technieken zoals directe inkt schrijven (DIW), selectieve laser sintering (SLS), en omblad jetting (BJ) zijn ook effectief in het produceren van complexe gevormde keramische delen. Echter, de meeste van deze technieken zijn alleen nuttig voor de productie van fijn poreuze structuren en zijn niet efficiënt tijdens het schalen tot grote delen, zoals armor toepassingen13,14,15,16, 17. Bovendien zijn de meeste van deze technieken niet haalbaar zijn voor de productie van grote hoeveelheden als gevolg van de hoge kosten. Negatieve AM is daarom een voorkeurs- en relatief goedkope route voor industriële-niveau productie van grootschalige delen.
De B4C schorsingen gebruikt voor gelcasting moeten worden lage viscositeit en bevatten een Geleermiddel- en sinterinstallaties voor hulp. Resorcinol en formaldehyde zijn gekozen voor hun vermogen om te ondergaan polycondensatie reacties te vormen een resorcinol-formaldehyd (RF)-netwerk, dat helpt om de deeltjes van de4C B te verenigen. Traditionele hydrogels gebruikt voor gelcasting zijn beperkt tot mallen met holle cores als gevolg van de hoge innerlijke inkrimping ervaren tijdens de droging proces18. Aangezien RF vaak als een aerogel gebruikt wordt, is er weinig tot geen krimp, waardoor het gebruik van meer ingewikkeld gevormde mallen. Een ander voordeel van het gebruik van RF is dat de gelering tarief kan worden gecontroleerd door een wijziging van de pH van de suspensie (Figuur 3). Bovendien kunnen suspensies met resorcinol of formaldehyde bereid worden geavanceerde en afzonderlijk opgeslagen totdat ze klaar voor het gieten zijn. Bovenal kan de RF-gel worden pyrolyzed om het achterlaten van 50 wt % koolstof19. Deze zeer homogene verdeling van koolstof kan helpen de compactie van B4C tot in de buurt van-full dichtheden tijdens het sinteren van ertsen. 15 wt % van RF ten opzichte van borium carbide wordt gebruikt in de formulering van de schorsing om 7,5 wt % koolstof na pyrolyse van de gegoten onderdelen.
Het algemene doel van dit werk is het traditionele gelcasting technieken combineren met goedkope 3D afdrukmogelijkheden en een unieke Geleermiddel te verkrijgen in de buurt van-full dichtheid borium carbide delen met zeer complexe geometrieën. Naast keramiek, kan negatieve AM worden toegepast op andere materiële velden maken geheel nieuwe meetkunden van multi materiële systemen. De hier beschreven methode wordt nader ingegaan op het werk gepresenteerd in Lu et al. 8 en heeft tot doel te zorgen voor een meer gedetailleerde protocol voor het reproduceren van deze resultaten.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
Let op: Raadpleeg met de veiligheidsinformatiebladen (SDS) van alle materialen, en dragen goede beschermingsmiddelen (PBM) bij het verwerken van materialen voor gieten en genezen. Resorcinol en polyethyleen imine bekend is dat ze giftig. Formaldehyde is zowel giftige en kankerverwekkende20. Voorbereiding van keramische schorsingen moet gebeuren in chemische fume hoods of andere goed geventileerde werkomgevingen.
1. negatieve Additive Manufacturing
-
Voorbereiding van een schorsing van de tweedelige 120 mL
Opmerking: Een tweedelige opschorting zal worden opgesteld om te helpen verlengen de houdbaarheid van de schorsingen voor gieten. Een schorsing (R-mix) bevat de resorcinol-component en de andere (F-mix) zal de formaldehyde-component bevatten. Beide schorsingen zullen worden vermengd tot een uiteindelijke schorsing die de gelering proces zal starten.- Als u wilt maken van de R-mix, allereerst 0.88 g van polyethyleen imine (PEI) ontbinding in 25.00 g water met behulp van een planetaire mixer.
- Als u wilt maken een afzonderlijke F-mix, Los 0.88 g polyethyleen imine (PEI) in 16.83 g van water met behulp van een planetaire mixer.
Opmerking: Met behulp van een planetaire mixer op 2000 toeren per minuut gedurende ten minste enkele minuten zorgt voor voldoende schuifkrachten te helpen ontbinden de viskeuze PEI, resorcinol en formaldehyde, en te schorten de boor carbidedeeltjes. PEI fungeert als de verspreiden agent voor de deeltjes van de4C B - Los 12.60 g resorcinol poeder in de R-mix. De oplossing moet wenden van een bewolkt-wit om een duidelijke heldere oplossing na volledige ontbinding van de poeder uit het mengen.
- Voeg 17.03 g van formaldehyde oplossing aan de F-mix en zorgen voor volledige menging.
- Incrementeel 5,25 g (12 stappen tot het bereiken van 63.00 g) van borium carbide poeder (1500F) in zowel de R-mix en de F-mix afzonderlijk toevoegen.
- 6.50 g azijnzuur toevoegen aan de R-mix en de F-mix en zorgen voor volledige mengen in elk.
Opmerking: op dit punt, de tweedelige schorsingen 42 vol % voor B4C zal hebben en zijn klaar om te worden gecombineerd voor het gieten of opgeslagen voor toekomstig gebruik (indien voldoende hermetisch afgesloten). Let op dat als de schorsingen voor ~ 1 h of meer zitten, deeltje afwikkeling plaatsvindt. Zorg ervoor dat de deeltjes zijn geresuspendeerde door grondige agitatie voordat u de schorsingen toe te passen. Ook werden drie verschillende commerciële partijen boor Carbiden, 1250F, 1500F en 3000F (genoemd volgens hun geschatte gezeefde maaswijdte), oorspronkelijk getest. Elke partij heeft een verschillende korrelgrootteverdeling, en de 1500F B4C batch bleek te bereiken van de hoogste sinteren soortelijke massa, zoals gemeld in Lu et al. 8. azijnzuur kan ook worden toegevoegd voordat de B4C-lichamen die stap evenals laden, maar toe te voegen aan het einde biedt betere gebruiksgemak door azijnzuur geuren te beperken.
-
Voorbereiding van de 3D-afgedrukt mallen voor het gieten
- Het ontwerp van de schimmel in een computer-aided design (CAD)-softwareprogramma voor te bereiden.
- Afdrukken van de mallen met behulp van een 3D-printer van Fused Deposition Modeling (FDM) met acrylonitril butadieen styreen (ABS) filamenten.
Opmerking: Aceton dampen kunnen worden gebruikt voor het gladstrijken van de schimmel textuur desgewenst21. De voorgestelde mondstuk en bed temperaturen zijn 240 ° C en 110 ° C, respectievelijk. Parameters zoals laagdikte (0.2 mm), de snelheid van de extrusie en koeling tarief worden gekozen voor het optimaliseren van de kwaliteit van het deel met minimale vervormingen. Dit vereist wat trial and error met elk unieke printersysteem. Een wanddikte van ten minste 1 mm wordt geadviseerd. De minimale grootte is 0,5 mm; echter wordt er voorgesteld niet naar beneden 1 mm. mallen Lu et al. 8 zijn beschikbaar voor download online bij de ondersteuning van materiaal.
-
Combinatie van de tweedelige opschorting voor te bereiden voor het gieten
- Voordat combineren, grondig doorroeren (met behulp van een vortex of planetaire mixer) de R-mix met de F-mix schorsingen individueel om de B-4C-deeltjes zijn goed opgeschort.
- Combineer de R-mix en F-mix te verkrijgen van de definitieve opschorting.
Opmerking: De pH van de gecombineerde schorsing moet 2.8, die voor ongeveer 30 minuten van de werktijd zorgt aan de lucht en werpen van de definitieve opschorting voordat gelering begint die zich voordoen. Het begin van de gelering kan worden waargenomen vanuit de scherpe stijging in viscositeit van de schorsing. - Voordat gieten, meng en vacuüm (20-200 torr of 2.7-27 kPa) van toepassing op de definitieve opschorting mengsel voor ongeveer 10 minuten naar het verwijderen van luchtbellen zonder te koken het water. Dit kan worden bereikt met behulp van een opzwepende plaat bij 200-300 omwentelingen per minuut met een vacuüm pot.
-
Gelcasting
- Giet onmiddellijk de-uitgezonden schorsing in de 3D-gedrukte mallen.
- Plaats de mallen in een gesloten glazen container om vochtverlies te voorkomen tijdens het genezen.
- Plaats de verzegelde container met de mallen in een oven van 60-80 ° C het genezen proces in te leiden.
- Toestaan dat de afgietsels te genezen voor ten minste 8 uur voor onderdelen die enkele centimeter in lengte schaal of eventueel langer voor grotere mallen zijn.
-
Ontbinding van de mallen te verkrijgen van groene organen
- Verwijder de verzegelde container met de mallen uit de oven en laat ze afkoelen tot kamertemperatuur.
- Voeg genoeg aceton in de container, totdat de schimmel is volledig onderdompelen. Het bedrag hangt af van de grootte en het volume van de mal gebruikt (in het algemeen ~ 100 mL aceton voor een schimmel die is 50 cm3 in dimensie).
Opmerking: Dit proces kan duren tot 2-4 dagen afhankelijk van de hoeveelheid plastic die moet weg worden opgelost. Minimale agitatie of de aceton bad Verwarming het enigszins tot 40 ° C kan helpen versnellen het proces. Let op uitvoeren wanneer verwarming aceton bad, want het is een chemische ontvlambare en explosieve combinatie met lucht in bepaalde adresbereiken samenstelling kan worden. - Pak het gratis groen lichaam uit het aceton bad na de ontbinding van de ABS-plastic weg.
Opmerking: Nadat de RF is genezen, de schimmel kan worden ontbonden weg om het verkrijgen van een solide groene lichaam gevormd als een negatieve kopie van de innerlijke schimmel geometrie. Deze groene lichaam moet sterk genoeg zijn om te overleven van zachte en zorgvuldige behandeling in de latere nabewerking stappen zonder te breken. - Plaats de groene organen in een oven op 80 ° C om ervoor te zorgen volledige drogen en verwijdering van alle vocht.
Opmerking: Droogtijd is afhankelijk van het volume van het groen lichaam. Verlaten van het deel aan droge overnachting (> 8 uur) is voldoende voor groene lichaam maten, minder dan 1000 cm3. Er is geen kwaad in te drogen.
2. carbonisatie
- Na het drogen, plaatst u elke groene lichaam in een 2-inch kwarts buis bekleed met grafiet folie en zet ze in een oven met vloeiende gas [250 standaard kubieke centimeter van de lucht (SCCM) bestaande uit 4 wt % H2(g) en 96 wt % Ar(g) zorgen voor een vermindering sfeer tijdens het pyrolyse behandeling].
- Verwarm de groene organen binnen de oven op 5 ° C/min. tot 1050 ° C ingedrukt voor 3 uur.
Opmerking: De gel-cast groene organen 15 wt % van RF ten opzichte van de B-4C zal hebben en zal ongeveer 7,5 wt % koolstof na het pyrolyse-proces. Dit proces verwijdert veel van het residu resorcinol-formaldehyd en zal ernstig vervuilen de oven als zonder overvulling wordt gebruikt. - Zorg ervoor dat de groene organen gelijkmatig donkerder van kleur komen, met vermelding van de aanwezigheid van koolstof uit de pyrolyse-behandeling.
3. sinteren van ertsen
Opmerking: Na het sinteren, de oppervlakteruwheid van de monsters zal verbeteren iets ten opzichte van de oppervlakteruwheid van de mallen gebruikt. Dit is een gevolg van de 57-58 vol % krimp van de monsters van het sinteren van ertsen.
- Plaats de verkoold delen in een grafietoven met vacuüm teruggestort stroomt helium gas (420 SCCM) voor het sinteren van ertsen. Toepassing 280 SCCM aan de voorzijde en pyrometer Vensters en 140 SCCM rechtstreeks in de monsterkamer met een inlaatdruk van ~ 170 kPa.
- Opwarmen van de oven tot 2290 ° C (20 K/min tot 2000 ° C dan 3 K/min tot 2290 ° C) en houd voor 1 uur te bereiken optimale verdichting van de onderdelen.
Opmerking: Archimedes dichtheid is een gemeenschappelijk en snelle techniek voor het meten van de dichtheid van de gesinterde borium carbide delen. Archimedes dichtheid kits kunnen worden toegevoegd op analytische balans schalen voor het meten van de dichtheid van monsters of handmatig bepaald22. Borium-carbide met 7,5 wt % koolstof zal een theoretische maximale dichtheid (TMD) voor 2,49 g/cm3hebben. Onderdelen gesinterd bij 2290 ° C van deze methodologie zal resulteren in 2.43 ± 0,01 g/cm3 oftewel 97.6 ± 0,4% TMD.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Na de aangegeven procedure (Figuur 1), kunnen complexe gevormde borium-carbide delen met koolstof (B4C/C) tot 97.6 ± 0,4% van theoretische maximale dichtheid gesinterd worden met een Vicker van hardheid van 23,0 ± 1.8 GPa8. Enkele mogelijke voorbeelden van gesinterd B4C/C-onderdelen worden aangetoond (Figuur 2). Deze voorbeelden tonen de fijne textuur functies die niet door de gelcasting techniek kunnen worden gekopieerd. Dit is gunstig voor het maken van onderdelen die nauwkeurige meso-schaal functies vereisen. Reologie van de definitieve B4C schorsing werd vastgesteld voor verschillende pHs. Een pH 2,8 schorsing werd gemeten als met de laagste viscositeit voor meer dan 20 minuten, dat passend is voor het mengen, de luchten en gieten (Figuur 3).
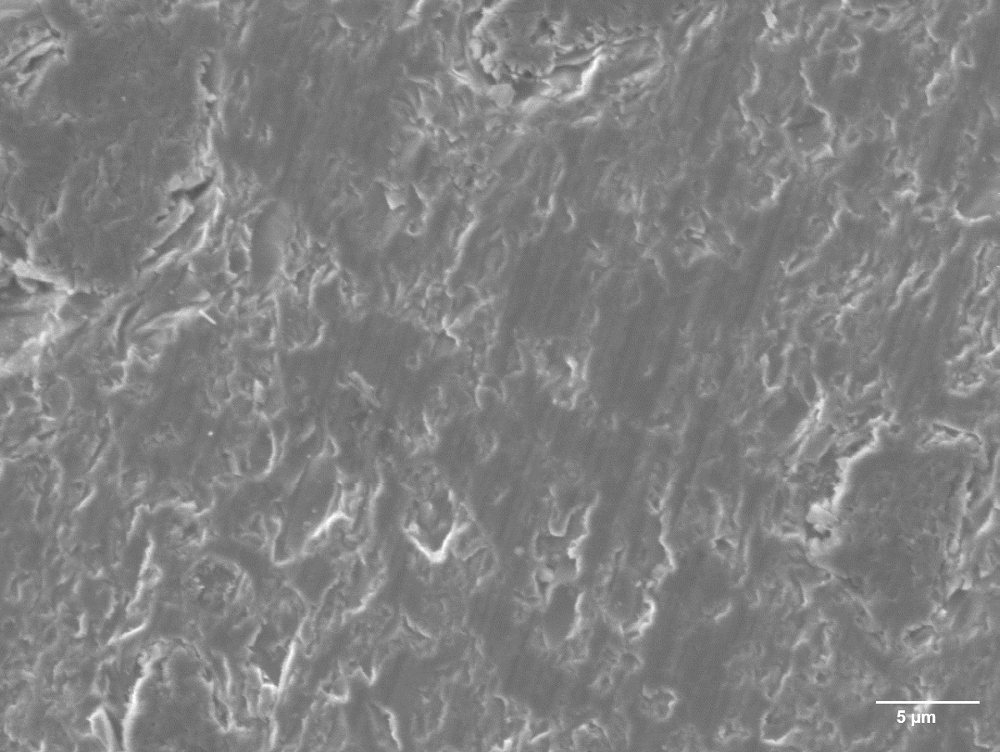
Verder scanning elektronen microscopie aangegeven dat uniforme netwerken van koolstof na de pyrolyse van RF (figuur 4A en 4B) op de B-4C-deeltjes zijn bekleed. Na het gieten en na warmte behandeling stappen, karakterisering met behulp van röntgendiffractie (XRD) bevestigd de evolutie van koolstof als grafiet (figuur 4C). Microstructurele beeld van een monster volledig gesinterd borium carbide geopenbaard lage porositeit in het laatste deel, die hoogst wenselijk is (Figuur 5).

Figuur 1 : Voorstelling van het gehele negatieve AM proces voor de productie van hoge dichtheid complexe vormige boor carbiden. Dit schema biedt een stapsgewijze overzicht van het hele fabricageproces van 3D printen van de mal te sinteren van het laatste deel van de keramische. Dit cijfer is gewijzigd met toestemming van Lu et al. 8. Klik hier voor een grotere versie van dit cijfer.

Figuur 2 : Sintered complexe gevormde B 4 C/C delen met > 97% dichtheid bereid uit negatieve AM. (a) Gyroid; (b) Keltische knoop; (c) kubieke Lattice. De lichte textuur verschil voor elke shape is te wijten aan verschillen in de kwaliteit van de 3D-gedrukte mallen gebruikt (donkere zwarte gebieden zijn koolstof residuen liet op het oppervlak na pyrolyse van de mallen en kan worden gewreven af). Dit cijfer is gewijzigd met toestemming van Lu et al. 8. Klik hier voor een grotere versie van dit cijfer.

Figuur 3 : Reologie van de definitieve opschorting van B4C. (a) complexe viscositeit als functie van de tijd voor verschillende pH suspensies met B4C en resorcinol-formaldehyd. Verdikking wordt gedefinieerd als de viscositeit bij 1 Pa∙s. (b) tijd om te bereiken verdikking voor de verschillende pH schorsingen. Dit cijfer is gewijzigd met toestemming van Lu et al. 8. een rheometer met bijgevoegde parallelle circulaire platen met een constante 30% trilling stam en 1 Hz frequentie werd gebruikt voor het meten van complexe viscositeit. Alle monsters werden gemeten bij kamertemperatuur met uitzondering van één pH 2,8 monster waar de omgevingstemperatuur kamer in het instrument werd gebruikt om warmte (16.2 ° C/min) tot 80 ° C is bereikt. Klik hier voor een grotere versie van dit cijfer.

Figuur 4 : Scanning elektronen microscopie en XRD werden gebruikt voor het identificeren van de aanwezigheid van koolstof netwerk binnen de borium carbide matrix nadat RF gel pyrolyse. Borium 1500F carbidedeeltjes (a) zonder koolstof coating en (b) met 7,5 wt % koolstof coating worden weergegeven. (c) XRD van verschillende thermische behandeling stadia van de B-4C gegoten. Dit cijfer is gewijzigd met toestemming van Lu et al. 8. XRD spectra werden verzameld op een diffractometer van de X-ray. Monsters waren gemonteerd op een polymeerklei en herverdeeld plat. Een LynxEye 1-dimensionale lineaire Si strip detector werd gebruikt met een variabele divergentie gleuf van 6 mm en een 0.5° anti-scatter gleuf. De bron was Ni-filter Cu straling (λ = 1.5406 Å) uit een verzegelde röntgenbuis, gevoed met 40 kV en 40 mA. De bron- en detector waren stapte gescand samen met vaste hoeken van het monster met een gecombineerde 2θ van 20-80° met een snelheid van 0,02 ° / s. post-processing algoritmen van de analysesoftware XRD werden gebruikt voor het strippen weg bijdragen van achtergrondgeluiden en het K-alpha 2 straling. Een Scannende Elektronen Microscoop op 10.0 kV versnellen spanning op secundaire electron modus werd gebruikt om de afbeelding de B4C deeltjes. Klik hier voor een grotere versie van dit cijfer.

Figuur 5 : Een zaag-cut transversale oppervlak van een 2290 ° C gesinterd 1500F borium carbide monster bij ~ 97% dichtheid. Dit cijfer is gewijzigd met toestemming van Lu et al. 8. Klik hier voor een grotere versie van dit cijfer.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
De methodologie van negatieve additive manufacturing beschreven in het protocol staat complexe gevormde borium-carbide delen worden geproduceerd bij bijna vol dichtheid na het sinteren bij een optimale temperatuur van 2290 ° C. De eerste stappen in verband met voorbereiding en gieten zijn het meest essentieel zijn voor het genereren van een hoogwaardig gegoten met minimale afwijkingen. Als de viscositeit van de opschorting te hoog is, treedt arme mengen. De poreusheid van de gesinterde deel wordt ook beïnvloed aangezien verhoogde viscositeit air bubble verwijdering belemmert. Als de definitieve opschorting heeft gezeten stationair voor lang na mengen en de luchten, zal de toename van de viscositeit worden problematisch voor het invullen van de kleine holtes in onregelmatig gevormde 3D-gedrukte mallen.
Een andere kwestie te kennen is dat Stoke het effect zich te vestigen in de waterige suspensies. Als de schorsing viscositeit voldoende laag na gieten is en niet onmiddellijk genezen, boor carbidedeeltjes in de suspensies regelen zal, waardoor een gradiënt van de concentratie in de groene organen. Ten onrechte zal gegoten onderdelen vervormen, met hogere krimp boven ten opzichte van de bodem tijdens het sinteren van ertsen. U kunt dit probleem oplossen, kunnen borium carbide met multimodale deeltje grootte distributies worden gebruikt om niet-uniforme krimp kwesties minimaliseren tijdens het sinteren van ertsen. De gelering tarief van RF, die sterk afhankelijk van de pH en de temperatuur van het mengsel uitmaakt is, is een andere belangrijke factor om te overwegen. Hogere pH en temperaturen corresponderen met snellere polymerisatie kinetiek, die zal worden nageleefd als een verhoging van de viscositeit van de schorsing. Vermindering van de pH van de suspensies maakt voor langere werktijd tijdens gieten en ook voor het genezen van om ogenblikkelijk worden gestart als een thermische set.
Hoewel negatieve AM een gemakkelijk schaalbare techniek voor de productie van grote hoeveelheden van grote complexe gevormde delen is, is deze methode beperkt in die miniatuur onderdelen produceren. Groene organen van alle keramische afgietsels hebben een inherente groene sterkte. De groene kracht van een gegoten deel zal zijn zwak als de afmetingen voldoende klein zijn. Bijvoorbeeld, een groene lichaam minder dan 1 mm dik zal gemakkelijk breken uit de interne krimp benadrukt tijdens het genezen proces na gieten in vergelijking met een groene lichaam dat groter is dan 10 mm dik. Dus, de schimmel materiaal de elasticiteit en stijfheid zijn belangrijke parameters aangezien hogere krimp benadrukt optreden zal als een stijvere schimmel wordt gebruikt, vanwege de thermische uitzetting van de schimmel uit de warmtebehandeling van 80 ° C. We hebben aangetoond dat relatief zachte mallen zoals hexanediol diacrylate (HDDA) kunnen worden gebruikt voor het produceren van zeer geordende roosters met ~ 100 µm functie maten zonder breuk en voor het maken van8,23van de samenstellingen van de meso-schaal.
Tot slot, is negatieve AM een eenvoudige techniek die gelcasting met goedkope plastic 3D printen combineert voor de productie van complexe gevormde keramische delen. Het voordeel van de hier beschreven methode is de mogelijkheid om de schaal voor de productie van grote hoeveelheden terwijl ze rendabel. Toekomstige werkzaamheden omvatten hogere B4C vaste stoffen laden in suspensies te beperken van krimp tijdens het sinteren van ertsen. Mechanische testen wordt ook gewerkt om te evalueren van de sterkte-eigenschappen van deze materialen. Negatieve AM is echter niet beperkt tot alleen de materialen en systemen gepresenteerd in dit protocol. Diverse geleermiddelen en 3D-gedrukte mallen van andere AM technieken of materialen kunnen ook worden gebruikt. Bijvoorbeeld Franchin et al. 24 gemaakt van poreus opofferende sjabloon mallen met polyactic zuur (PLA) met behulp van geopolymers als de anorganische component. Deze PLA offer sjablonen kunnen thermisch worden verwijderd wanneer gewenst24. Daarom kan de algemene techniek beschreven in dit protocol worden toegepast op een uitgestrekte domein van materialen, die nieuwe mogelijkheden voor de massale ontwikkeling van complexe gevormde keramiek, metalen en andere samengestelde systemen zal openstellen.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
De auteurs hebben niets te onthullen.
Acknowledgments
Dit werk werd uitgevoerd onder auspiciën van het Amerikaanse ministerie van energie door Lawrence Livermore National Laboratory onder Contract DE-AC52-07NA27344. IM vrij LLNL-JRNL-750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}