


Summary
Une méthode appelée fabrication additive négative sert à produire près de pièces de carbure de bore en forme complexe entièrement dense de diverses échelles de longueur. Cette technique est possible par l’intermédiaire de la formulation d’une nouvelle suspension impliquant la résorcine-formaldéhyde comme agent gélifiant unique qui laisse derrière lui un carbone homogène frittage aide après pyrolyse.
Abstract
Carbure de bore (B4C) est un des matériaux plus difficiles dans l’existence. Toutefois, cette propriété attrayante limite également son machinabilité dans des formes complexes pour usure élevée, dureté élevée et légères applications matérielles telles que les armures. Pour relever ce défi, fabrication additive négative (AM) est employée pour produire des géométries complexes de carbures de bore à diverses échelles de longueur. AM négatif implique tout d’abord gelcasting une suspension dans un moule en plastique imprimés 3D. Le moule est ensuite dissous, laissant derrière eux un corps vert comme une copie négative. Résorcine-formol (RF) est utilisé comme un agent gélifiant car contrairement aux hydrogels traditionnelles, il y a peu ou pas de retrait, qui permet pour les moules extrêmement complexes à utiliser. En outre, ce gélifiant peut être pyrolysé pour laisser derrière ~ 50 wt % de carbone, qui est une aide très efficace de frittage pour B4C. à cause de cette distribution très homogène de in situ carbone au sein de la matrice4C B, à moins de 2 % de porosité peut être obtenue après frittage. Ce protocole met en évidence en détail la méthodologie pour la création de près de pièces de carbure de bore entièrement dense avec des géométries très complexes.
Introduction
Carbure de bore (B4C), avec un Vickers dureté d’environ 38 GPa, est connu comme le troisième plus dur matériel commercialement disponible, derrière le diamant (~ 115 GPa) et nitrure de bore cubique (~ 48 GPa). Cette propriété, ainsi que d’une faible densité (2,52 g/cm3), le rend attrayant pour les applications de défense comme les armures1. B4C a également un point de fusion élevé, résistance à l’usure supérieure et l’absorption des neutrons haute croix section2,3,4. Cependant, l’utilisation de ces propriétés mécaniques nécessite généralement B4C pour être aggloméré à haute densité. Pressage à chaud est une méthode conventionnelle pour frittage B4C à pleine densification. Cette technique est souvent limitée à des géométries simples avec courbure limitée et épaisseur relativement uniforme. Coûteuses et fastidieuses d’usinage avec taille d’outillage ou de laser du diamant polycristallin est nécessaire afin d’introduire des fonctions plus fines ou plus complexes.
Alternativement, colloïdales techniques formant avec pressions sans frittage peuvent produire des pièces de densité presque pleine qui nécessitent peu ou pas d’usinage. En raison du manque de pressions extérieures lors de la consolidation, frittage sida est normalement ajoutés au milieu de céramique pour augmenter l’efficacité de frittage sans pression. Carbone est couramment utilisé comme une aide de frittage pour B4C5,6,7. Diverses sources de carbone, tels que les poudres de nanoparticules ou organics carbonisé de pyrolyse, peuvent être utilisés. Une répartition homogène du carbone frittage aide le long des joints de grain est un facteur important pour l’obtention de frittage uniforme de B4C. Par conséquent, concentration en carbone et la taille des particules B4C sont également importantes et étroitement liées à des facteurs pour frittage pièces à haute densité8.
Une des techniques plus prometteuses formant colloïdales pour l’obtention de pièces en céramique en forme complexes est gelcasting. Cette technique consiste à lancer une suspension en céramique avec un monomère organique dans un moule qui polymérise in situ pour agir comme un gel9,10,11. Le gel sert de liant pour former un corps vert sous la forme du moule qui est assez fort pour être manipulé sans rupture dans les étapes ultérieures de traitement. Auparavant les géométries moule 3D impossible maintenant réalisable grâce à base de polymères additif (AM) de fabrication techniques à faible coût comme stéréolithographie (SLA) et fondue deposition modeling (FDM)12. La disponibilité récente des imprimantes 3D a ouvert de nouvelles possibilités pour la conception de céramiques avec des géométries très complexes.
Fabrication additive négative est une technique qui allie gelcasting sacrificiels moules 3D-imprimés. La complexité de la pièce céramique est directement liée à la complexité de la conception du moule. Dessins de moisissure peuvent maintenant être incroyablement sophistiqués avec l’avènement des imprimantes 3D en plastique de haute résolution. Par exemple, 3D, outils d’analyse permet de capturer des contours de l’individu et être intégrée dans des moules. En utilisant AM négatif, des armures en céramique légers adaptés à la taille corporelle de l’individu et la forme peuvent être créés. Ces personnalisations de conception peuvent fournir des armures de poids plus légers avec une mobilité renforcée pour les utilisateurs.
Autres techniques de AM céramique communes comme encre direct écrivent (DIW), frittage sélectif par laser (SLS) et le liant par jet (BJ) sont également efficaces dans la production de pièces en céramique en forme complexes. Cependant, la plupart de ces techniques n’est utile que pour la production de fines structures poreuses et n’est pas efficace quand vous Détartrez jusqu'à grandes parties, telles que l’armure des applications13,14,15,16, 17. en outre, la plupart de ces techniques n’est pas réalisable pour la production à volume élevé en raison de frais élevés. AM négatif est donc une voie privilégiée et relativement peu coûteuse pour la production industrielle au niveau des pièces à grande échelle.
Les suspensions de4C B utilisées pour gelcasting doivent être faible viscosité et contiennent un agent gélifiant et frittage aide. Résorcine et formaldéhyde sont choisis pour leur capacité à subir des réactions de polycondensation pour former un réseau de résorcine-formol (RF), ce qui permet de lier ensemble les particules B4C. Hydrogels traditionnelles utilisées pour gelcasting se limitent aux moules avec des noyaux creux le retrait vers l’intérieur haute expérimenté pendant le séchage de processus18. Étant donné que le RF est couramment utilisé comme un aérogel, il y a peu ou pas de retrait, qui permet d’utiliser des moules de formes plus complexe. Un autre avantage de l’utilisation de RF est que le taux de gélification peut être contrôlé en modifiant le pH de la suspension (Figure 3). En outre, des suspensions contenant résorcinol ou formaldéhyde peuvent être préparées dans avancé et stockées séparément jusqu'à ce qu’ils sont prêts pour la coulée. Plus important encore, le gel de RF peut être pyrolysé pour laisser derrière 50 wt % carbone19. Cette distribution très homogène du carbone peut aider la densification du B4C à des densités presque rempli pendant le frittage. 15 % en poids de RF par rapport au carbure de bore est utilisé dans la formulation de la suspension à fournir 7,5 % en poids de carbone après pyrolyse des pièces coulées.
L’objectif général de ce travail est de combiner les techniques traditionnelles de gelcasting avec des capacités d’impression 3D peu coûteuses et un unique agent gélifiant pour obtenir presque pleine densité des pièces de carbure de bore avec des géométries très complexes. En plus de la céramique, AM négatif peut être appliqué à d’autres domaines matériels pour créer entièrement nouvelles géométries de systèmes multi-matériaux. La méthode décrite ici se développe sur les oeuvres présentées à Lu et al. 8 et vise à fournir un protocole plus détaillé pour reproduire ces résultats.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
ATTENTION : Veuillez consulter les fiches de données de sécurité (FDS) de toutes les matières et porter un équipement de protection (EPI) pour manipuler des matériaux avant coulage et durcissement. Résorcine et polyéthylène imine sont connus pour être toxiques. Le formaldéhyde est toxique et cancérogène20. Préparation de suspensions en céramique doit être réalisée dans les hottes chimiques ou autres milieux de travail correctement ventilée.
1. négative fabrication Additive
-
Préparation d’une suspension de deux parties de 120 mL
Remarque : Une suspension de deux parties établira pour aider à prolonger la durée de conservation des suspensions avant le moulage. Suspension d’un (R-mix) contiendra le composant de résorcinol, et les autre (F-mix) contiendra le composant de formaldéhyde. Les deux suspensions sont mélangées ensemble pour former une suspension définitive qui entamera la gélification.- Pour créer le R-mix, commencer en dissolvant 0,88 g d’imine polyéthylène (Î.-P.-É.) 25,00 g d’eau à l’aide d’un mélangeur.
- Pour créer un F-mélange séparé, dissoudre 0,88 g d’imine polyéthylène (PEI) à 16,83 g d’eau à l’aide d’un mélangeur.
Remarque : À l’aide d’un mélangeur à 2000 tr/mn pendant au moins plusieurs minutes fournira des forces de cisaillement suffisantes pour aider à dissoudre les PEI visqueux, résorcinol et le formaldéhyde et de suspendre les particules de carbure de bore. PEI sert l’agent dispersant pour les particules de4C B - Faites dissoudre 12,60 g de poudre de résorcinol dans le R-mix. La solution doit revenir d’un trouble blanc à une solution transparente après dissolution complète de la poudre de mélange.
- Ajouter 17,03 g de solution de formaldéhyde à la F-mix et d’assurer un mélange complet.
- Progressivement ajouter 5,25 g (12 par incréments jusqu'à arriver à 63,00 g) de poudre de carbure de bore (1500F) dans le R-mix et mix-F séparément.
- Ajouter 6,50 g d’acide acétique à la R-mix et F-mix et d’assurer un mélange complet dans chacun.
Remarque : À ce stade, les suspensions de deux parties auront 42 % en volume de B4C et sont prêtes à être combinées pour la coulée ou stockées pour une utilisation future (s’il est adéquatement scellé). Méfiez-vous que si les suspensions reposer pendant environ 1 h ou plus, régler les particules se produira. Veiller à ce que les particules sont remises en suspension en appliquant une agitation minutieuse avant d’utiliser les suspensions. En outre, trois différents lots commerciaux de carbures de bore, 1250F, 1500F et 3000F (nommés d’après leur taille approximative maille tamisée), ont été initialement testés. Chaque lot a une granulométrie différente, et le lot de4C 1500F B a été trouvé pour réaliser la plus forte densité de frittage, comme indiqué dans le Lu et al. 8. acide acétique peut également être ajoutée avant les solides de4C B chargement étape aussi bien, mais en ajoutant à la fin offre meilleure facilité de manipulation en limitant les odeurs de l’acide acétique.
-
Préparation de la 3D imprimés moules pour moulage
- Préparer la conception du moule dans un logiciel de conception assistée par ordinateur (CAO).
- Imprimer les moules à l’aide d’une imprimante 3D fusionné Deposition Modeling (FDM) avec des filaments d’acrylonitrile butadiène styrène (ABS).
Remarque : Les vapeurs d’acétone peuvent être utilisés pour lisser la texture de la moule si vous le souhaitez21. La buse suggérée et les températures de lit sont de 240 ° C et 110 ° C, respectivement. Paramètres tels que l’épaisseur de la couche (0,2 mm), la vitesse d’extrusion et taux de refroidissement sont choisis afin d’optimiser la qualité de la partie avec déformations minimales. Cela nécessite quelques essais et erreurs, avec chaque système unique imprimante. Une épaisseur de paroi d’au moins 1 mm est conseillée. La taille minimale est de 0,5 mm ; Toutefois, il est suggéré ne pas à descendre en dessous de 1 mm. moules de Lu et al. 8 sont disponibles en téléchargement en ligne de documents justificatifs.
-
Combinaison de la suspension de deux parties de préparer pour la coulée
- Avant combinant, bien agiter (en utilisant un mélangeur ou un vortex), le R-mix avec les suspensions de F-mix pour s’assurer le B4C particules sont bien suspendues.
- Combiner le mélange en R et F-mix pour obtenir la suspension définitive.
Remarque : Le pH de la suspension combiné doit être 2.8, qui fournira environ 30 minutes de temps de travail d’air et monter la suspension définitive avant gélification commence à se produire. L’apparition de la gélification peut être observée de la forte augmentation de la viscosité de la suspension. - Avant le moulage, mélanger et appliquer sous vide (20-200 torr ou 2,7-27 kPa) au mélange final suspension pendant environ 10 minutes enlever les bulles d’air sans le faire bouillir de l’eau. Cela est possible en utilisant une plaque en remuant à 200-300 tr/min avec un bocal vide.
-
Gelcasting
- Versez immédiatement la suspension hors diffusée dans les moules 3D-imprimés.
- Placer les moules dans un récipient de verre scellé pour empêcher la perte d’humidité pendant le séchage.
- Placer le conteneur scellé avec les moules dans un four de 60-80 ° C pour lancer le processus de durcissement.
- Laissez les moulages à polymériser pendant au moins 8 heures pour les pièces qui sont de plusieurs centimètres à l’échelle de longueur ou peut-être plus long pour les plus grands moules.
-
Dissolution des moules pour obtenir le corps vert
- Enlevez le conteneur scellé avec les moules du four et laisser refroidir à température ambiante.
- Ajouter assez d’acétone dans le récipient jusqu'à ce que le moule est entièrement immergé. Le montant variera selon la taille et le volume du moule utilisé (généralement ~ 100 mL d’acétone pour un moule qui est 50 cm3 en dimension).
Remarque : Ce processus peut prendre jusqu'à 2 à 4 jours selon le volume de plastique qui doit être dissoute à la suite. Agitation minimale de la baignoire de l’acétone ou chauffant légèrement à 40 ° C peut aider à accélérer le processus. Exécuter l’attention lors du chauffage bain d’acétone, comme il est un chimique inflammable et peut devenir explosive lorsqu’il est combiné avec de l’air dans certaines gammes de composition. - Extrait le corps vert gratuit le bain d’acétone après que le plastique ABS est dissous suite.
Remarque : Après que la Fédération de Russie est guérie, le moule peut être dissous loin pour obtenir un corps vert solide la forme d’une copie négative de la géométrie de moule intérieur. Ce corps vert devrait être assez fort pour survivre douce et attentive de manutention dans les étapes de post-traitement ultérieurs sans risque de bris. - Placer les corps verts dans une étuve à 80 ° C, pour assurer le séchage complet et l’élimination de toute humidité.
Remarque : Le temps de séchage peut varier selon le volume du corps vert. Laissant la partie sécher jusqu’au lendemain (> 8 heures) est suffisante pour les tailles de corps vert inférieur à 1000 cm3. Il n’y a pas de mal à trop sécher.
2. carbonisation
- Après le séchage, placer chaque corps vert dans un tube de quartz de 2 pouces, garni de papier graphite et mettez-les dans un four avec écoulement gaz [250 centimètres cubes standards d’air (SCCM) composé de 4 wt % H2(g) et 96 % en poids Ar(g) pour créer une atmosphère réductrice au cours de la traitement de pyrolyse].
- Chauffer les corps vert l’intérieur du four à 5 ° C/min jusqu'à 1050 ° C et maintenir pendant 3 heures.
Remarque : Les corps vert gel moulé auront 15 % en poids de RF par rapport à la B4C et fourniront environ 7,5 % de poids en carbone après le procédé de pyrolyse. Ce processus supprime une grande partie du résidu résorcine-formol et finira par contaminer gravement le four si aucun piège n’est utilisé. - Veiller à ce que les organes verts sortent uniformément plus foncés en couleur, indiquant la présence de carbone provenant du traitement de la pyrolyse.
3. frittage
Remarque : Après frittage, la rugosité de surface des échantillons s’améliorera légèrement par rapport à la rugosité de la surface des moules utilisés. Il s’agit d’une conséquence du vol 57-58 % retrait des échantillons de frittage.
- Placez les pièces carbonisées dans un four à graphite avec vide remblayé hélium gaz (420 SCCM) pour frittage. Appliquer 280 SCCM pour les fenêtres avant et pyromètre et SCCM 140 directement dans le compartiment de mesure avec une pression d’entrée de ~ 170 kPa.
- Chauffer le four à 2290 ° C (20 K/min à 2000 ° C puis 3 K par minute à 2290 ° C) et maintenez-le enfoncé pendant 1 heure atteindre la densification optimale des pièces.
NOTE : Densité d’Archimède est une technique commune et rapide pour mesurer la densité des pièces frittées carbure de bore. Kits de densité d’Archimède peuvent être ajoutés sur balance balance analytique permettant de mesurer la densité des échantillons ou manuellement déterminé22. Carbure de bore avec 7,5 % de poids en carbone aura une densité maximale théorique (TMD) de 2,49 g/cm3. Pièces frittées à 2290 ° C de cette méthodologie seront traduira par 2,43 ± 0,01 g/cm3 qui est 97,6 ± 0,4 % TMD.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
En suivant la procédure décrite (Figure 1), pièces de carbure de bore en forme complexe avec carbone (B4C/C) peuvent être frittés jusqu'à 97,6 ± 0,4 % de la densité maximum théorique avec une dureté d’un Vicker 23,0 ± 1,8 amp8. On démontre plusieurs exemples possibles de frittés B4C/C (Figure 2). Ces exemples illustrent les caractéristiques texturales fines qui peuvent être copiés par la technique de gelcasting. Ceci est avantageux pour créer des pièces qui nécessitent des fonctionnalités de meso-échelle précise. Rhéologie de la suspension de C4B finale a été déterminée pour différents pHs. Une suspension pH 2,8 a été mesurée comme ayant la plus faible viscosité pendant plus de 20 minutes, qui est suffisante pour mélanger, la diffusion et coulée (Figure 3).
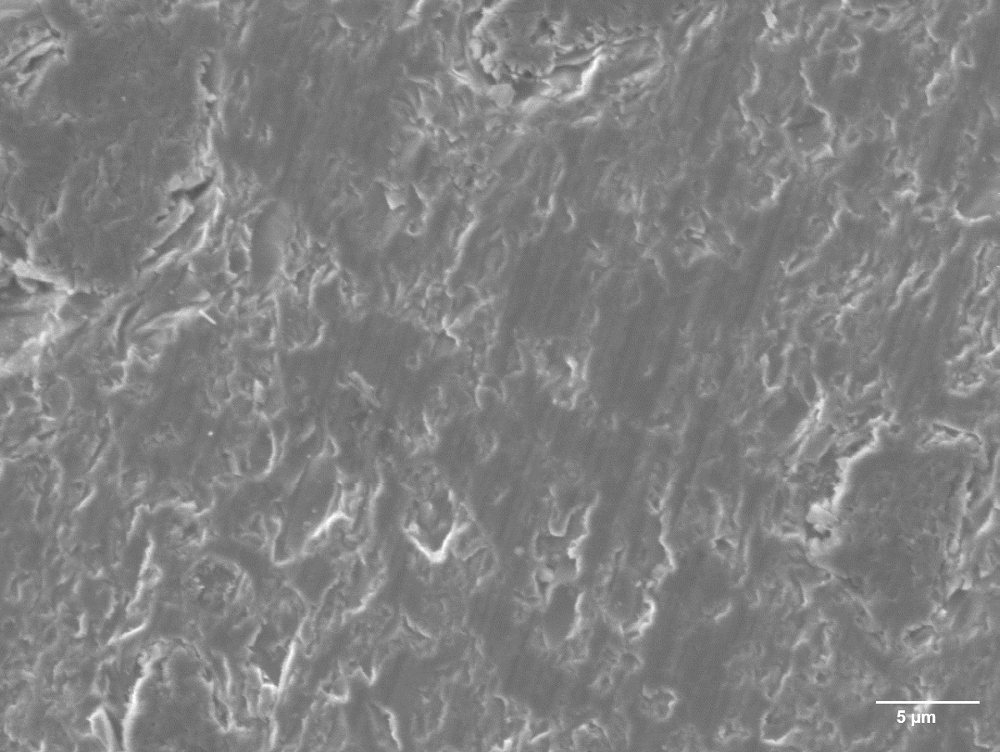
Outre la microscopie électronique a indiqué que des réseaux uniformes de carbone sont adsorbés sur les particules de4C B après la pyrolyse de RF (Figure 4 a et 4 b). Après que les étapes du traitement de moulage et de la chaleur après, caractérisation à l’aide de la diffraction des rayons x (DRX) a confirmé l’évolution du carbone graphite (Figure 4). Image microstructurale d’un échantillon de carbure de bore fritté entièrement révélé faible porosité dans la dernière partie, qui est hautement souhaitable (Figure 5).

Figure 1 : Représentation de tout le négatif AM processus de production complexe haute densité, en forme de carbures de bore. Ce schéma fournit une vue d’ensemble étape par étape du processus de fabrication entier, d’impression 3D du moule au frittage de la dernière partie en céramique. Ce chiffre a été modifié avec la permission de Lu et al. 8. s’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.

Figure 2 : B forme complexe fritte 4 C/C des pièces avec > 97 % densité préparée à partir de négatif AM. (a) Gyroid ; (b) Celtic Knot ; c réseau cubique. La légère différence de texture pour chaque forme est due aux différences dans la qualité des moules 3D imprimés utilisés (régions noires foncées sont les résidus de carbone laissés sur la surface après pyrolyse des moules et peut être déteint). Ce chiffre a été modifié avec la permission de Lu et al. 8. s’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.

Figure 3 : Rhéologie de la suspension définitive de B4C. b complexe viscosité en fonction du temps pour les suspensions de différents pH B4C et résorcine-formol. Épaississement est défini comme la viscosité à 1 Pa∙s. (b) temps nécessaire pour atteindre épaississant pour les suspensions de différents pH. Ce chiffre a été modifié avec la permission de Lu et al. 8. un rhéomètre avec joints plaques circulaires parallèles à une fréquence de 1 Hz et de souche 30 % oscillation constante utilisé pour mesurer la viscosité complexe. Tous les échantillons ont été mesurés à la température ambiante à l’exception d’un seul échantillon de pH 2,8 où la chambre de la température ambiante dans l’instrument a été utilisée pour fournir de la chaleur (16,2 ° C/min) jusqu'à 80 ° C a été atteint. S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.

Figure 4 : Microscopie électronique à balayage et XRD ont permis d’identifier la présence du réseau de carbone au sein de la matrice de carbure de bore après RF gel pyrolyse. Des particules de carbure de bore 1500F (a) sans couche de carbone et (b) avec une couche de carbone 7,5 wt % sont indiqués. (c) XRD des étapes de traitement thermique différent du B4C monter. Ce chiffre a été modifié avec la permission de Lu et al. 8. les spectres XRD ont été prélevés sur un diffractomètre de rayons x. Échantillons ont été montés sur une argile polymère et nivelées plat. Un LynxEye 1 dimension linéaire Si bande détecteur a été utilisé avec une fente de divergence variable de 6 mm et une fente d’antidiffusantes 0,5 °. La source a rayonnement Cu Ni-filtre (λ = 1.5406 Å) d’un tube radiogène scellé exploité à 40 kV et 40 mA. La source et le détecteur ont augmenté, analysés ensemble à angle fixe de l’échantillon avec un combiné 2θ de 20-80° à raison de 0,02 ° / s. algorithmes post-traitement du logiciel d’analyse DRX servaient à dépouiller des contributions loin du bruit de fond et la Rayonnement de K-alpha 2. Un microscope électronique à balayage à 10,0 kV tension d’accélération sur le mode électrons secondaires servait à particules image le B4C. S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.

Figure 5 : Une surface de coupe transversale d’un échantillon de carbure de bore fritté 1500F 2290 ° C à ~ 97 % densité. Ce chiffre a été modifié avec la permission de Lu et al. 8. s’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
La méthodologie de fabrication additive négative, décrite dans le protocole permet aux parties de carbure de bore en forme complexe à produire à densité presque pleine après frittage à une température optimale de 2290 ° C. Les premiers pas de plusieurs associés à la préparation et le moulage sont les plus critiques pour la production de haute qualité moulé avec des défauts minimes. Si la viscosité de la suspension est trop élevée, mélange pauvre se produit. La porosité de la pièce frittée est également affectée depuis viscosité accrue empêche air bulle enlèvement. Si la suspension définitive est resté inactif pendant trop longtemps après le mélange et la diffusion, l’augmentation de la viscosité sera problématique pour remplir les petites cavités dans des moules de forme irrégulière imprimés 3D.
Une autre question à connaître est que Stoke de décantation effet dans les suspensions aqueuses. Si la viscosité de la suspension est suffisamment faible après la coulée et pas immédiatement guéri, des particules de carbure de bore dans les suspensions peuvent s’accumuler, provoquant un gradient de concentration dans les corps vert. Pièces coulées déformeront incorrectement, avec retrait supérieur au sommet contre le fond au cours de frittage. Pour remédier à ce problème, le carbure de bore avec les distributions granulométriques multimodale peuvent être utilisé pour minimiser les problèmes de retrait non uniforme au cours de frittage. Le taux de gélification de RF, qui dépend fortement du pH et la température du mélange, est un autre facteur important à considérer. PH et des températures plus élevées correspondent à la cinétique de polymérisation plus rapide, qui sera célébrée comme une augmentation de la viscosité de la suspension. Permet de réduire le pH des suspensions pour plus long temps de travail lors de la coulée et aussi pour guérir pour être lancé instantanément comme un ensemble thermal.
Bien que négatif AM est une technique facilement évolutive pour la production à volume élevé de grandes parties de forme complexes, cette méthode est limitée dans la production de pièces miniatures. Corps vert de tous les moulages en céramique ont une résistance inhérente de verte. La force verte d’une partie du casting sera faible si les dimensions sont suffisamment petites. Par exemple, un corps vert moins de 1 mm d’épaisseur se brisera facilement de la rétraction interne souligne pendant le processus de durcissement après moulage par rapport à un corps vert qui est supérieur à 10 mm d’épaisseur. Par conséquent, élasticité et la rigidité du matériau moule sont des paramètres importants étant donné les contraintes de retrait plus élevées se produira si un moule rigide est utilisé, en raison de la dilatation thermique du moule le traitement thermique de 80 ° C. Nous avons démontré que relativement mous moisissures comme le diacrylate hexanediol (DJCR) peuvent être utilisés pour produire des grilles très ordonnées avec des tailles de fonctionnalité ~ 100 µm sans rupture et pour la création de méso-échelle composites8,23.
En conclusion, négative AM est une technique simple qui allie l’impression 3D en plastique peu coûteuse à produire des pièces complexes de céramique en forme de gelcasting. L’avantage de la méthode décrite ici est sa capacité à l’échelle pour la production à volume élevé tout en étant rentable. Futur travaux comprendront plus solides de4C B chargement dans les suspensions pour limiter le retrait au cours de frittage. Essais mécaniques estégalement également en cours pour évaluer les propriétés de résistance de ces matériaux. Néanmoins, AM négative n’est pas limitée aux seuls matériaux et systèmes présentés dans le présent protocole. Divers gélifiants et moules imprimés 3D provenant d’autres techniques d’AM ou des matériaux peuvent également être utilisés. Par exemple, Franchin et al. 24 créé moules modèle sacrificiel poreuses avec de l’acide polylactique (PLA) à l’aide de géopolymères comme le composant inorganique. Ces modèles sacrificiels PLA peuvent être thermiquement retirés quand vous le souhaitez24. Par conséquent, la technique générale décrite dans le présent protocole peut être appliquée à un vaste domaine des matériaux, ce qui ouvrira de nouvelles possibilités pour le développement de masse de céramique de forme complexe, des métaux et autres systèmes composites.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
Les auteurs n’ont rien à divulguer.
Acknowledgments
Cette opération a été exécutée sous les auspices de l’US Department of Energy par Lawrence Livermore National Laboratory sous contrat DE-AC52-07NA27344. Communiqué de IM LLNL-JRNL-750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}