


Summary
En metode som kalles negativ additiv produksjon brukes til å produsere nær fullt tett komplekse formet boron karbid deler av ulike lengde skalaer. Denne teknikken er mulig via utformingen av en ny suspensjon med resorcinol-formaldehyd som unik gelling agent som etterlater en homogen karbon sintring bistand etter pyrolyse.
Abstract
Boron karbid (B4C) er en av de vanskeligste materialene i tilværelsen. Denne attraktive eiendommen begrenser imidlertid også sin machineability inn i komplekse former for høy slitasje, høy hardhet og lett materiale programmer som rustning. For å overvinne denne utfordringen, er negative additiv produksjon (AM) ansatt å produsere komplekse geometrier av boron karbider på ulike lengde skalaer. Negativ AM første innebærer gelcasting en suspensjon i 3D-trykt plast mold. Mold er da oppløst, etterlot en grønn kropp som en negativ kopi. Resorcinol-formaldehyd (RF) brukes som en roman gelling agent fordi i motsetning til tradisjonelle hydrogels, det er liten eller ingen krymping, som gir mulighet for svært komplekse former som skal brukes. Videre kan denne gelling agent være pyrolyzed for å forlate bak ~ 50 wt % karbon, som er en svært effektiv sintring for B4C. på grunn av dette svært homogen distribusjon i situ karbon i B4C matrise, mindre enn 2% porøsitet kan oppnås etter sintring. Denne protokollen høydepunkter i detalj metodikken for å lage nær fullt tett boron karbid deler med komplekse geometri.
Introduction
Boron karbid (B4C), med en Vickers hardhet på ca 38 GPa, er kjent som den tredje vanskeligste kommersielt tilgjengelig materiale, bak diamant (~ 115 GPa) og kubikk boron nitride (~ 48 GPa). Denne bestemt egenskap med lav tetthet (2.52 g/cm3), gjør det attraktivt for bruk som rustning1. B4C har også et høyt Smeltepunkt, overlegen slitasje motstand og høy neutron absorpsjon kryss seksjon2,3,4. Utnyttelse av disse gode mekaniske egenskaper krever imidlertid vanligvis B4C å være sintret til en høy tetthet. Hot trykker er en vanlig metode for sintring B4C til full densification. Denne teknikken er ofte begrenset til enkle geometrier med begrenset kurvatur og jevn ganske tykkelse. Dyrt og arbeidskrevende maskinering med polycrystalline diamant verktøy eller laser cutting er nødvendig å innføre finere eller mer komplekse funksjoner.
Alternativt kan kolloidalt danner teknikker med press-mindre sintring produsere nesten full tetthet deler som krever minimal å uten maskinering. På grunn av mangel på press under konsolidering legges sintring aids normalt til keramisk medium å øke effektiviteten av pressureless sintring. Karbon brukes vanligvis som sintring hjelp for B4C5,6,7. Forskjellige karbon kilder, for eksempel hydrogenion pulver eller forkullet organiske fra pyrolyse, kan brukes. Homogen distribusjon av karbon sintring hjelp langs kornet grenser er en viktig faktor for å oppnå enhetlig sintring B4C. Derfor co konsentrasjonen og B4C partikkelstørrelse er også viktig og henger sammen faktorer for sintring deler til høy tetthet8.
En av de mest lovende kolloidalt danner teknikkene for å oppnå komplekse formet keramiske deler er gelcasting. Denne teknikken innebærer kaste en keramisk hjuloppheng med en organisk monomer i mold som polymerizes i situ for å fungere som en gel9,10,11. Gel fungerer som en dokumentordner til en grønn kropp i form av mold som er sterk nok til å håndteres uten brudd i påfølgende behandlingstrinnene. Tidligere kan umulig 3D mold geometrier nå produseres gjennom rimelige polymer-baserte additiv produksjon (AM) teknikker som stereolitografi (SLA) og smeltet avsetning modellering (FDM)12. Siste tilgjengeligheten av 3D-skrivere har åpnet nye muligheter for utforming av keramikk med komplekse geometri.
Negativ additive industrien er en teknikk som kombinerer gelcasting med oppofrende 3D-trykt muggsopp. Kompleksiteten av keramiske er direkte relatert til kompleksiteten av mold design. Mold design kan nå være utrolig avansert med bruk av høy oppløsning plast 3D-skrivere. 3D skanning verktøy kan for eksempel brukes til å fange et individs konturer og innlemmes i formene. Ved å bruke negative AM, kan lette keramiske rustning skreddersydd til individuelle kroppsstørrelse og form opprettes. Slike design tilpassinger kan gi lettere vekt rustning økt mobilitet for brukere.
Andre vanlige keramiske AM teknikker som direkte blekk skrive (DIW), selektiv laser sintring (SLS) og dokumentordneren spyling (BJ) er også effektiv i å produsere komplekse formet keramiske deler. Men de fleste av disse teknikkene er bare nyttig for å produsere fine porøs strukturer og er ikke effektiv ved skalering til store deler, som rustning programmer13,14,15,16, 17. videre, de fleste av disse teknikkene er ikke mulig for høyt volum produksjon på grunn av høye kostnader. Derfor er negative AM en foretrukket og relativt rimelig rute for industri-nivå på produksjonen av store deler.
B4C suspensjoner brukes for gelcasting må være lav i viskositet og inneholder et gelling agent og sintring bistand. Resorcinol og formaldehyd er valgt til å gjennomgå polycondensation reaksjoner til å danne et resorcinol-formaldehyd (RF) nettverk, som bidrar til å binde B4C partikler sammen. Tradisjonelle hydrogels brukes for gelcasting er begrenset til former med hul kjerner på grunn av den høye indre svinn opplevd i tørking prosessen18. Siden RF brukes ofte som en aerogel, er det liten eller ingen krymping, som tillater bruk av mer intrikat formet former. En annen fordel med å bruke RF er at gelation hastigheten kan kontrolleres ved å endre pH i suspensjon (Figur 3). I tillegg kan suspensjoner som inneholder resorcinol eller formaldehyd tilberedes i Avansert og lagres til de er klar for støping. Viktigst, kan RF gel være pyrolyzed for å forlate bak 50 wt % karbon19. Denne svært homogen fordelingen av karbon kan hjelpe densification B4C til nesten full tettheter under sintring. 15 wt % av RF i forhold til boron karbid brukes i utformingen av suspensjon for å gi 7,5 wt % karbon etter pyrolyse av støpt deler.
Det overordnede målet med dette arbeidet er å kombinere tradisjonelle gelcasting teknikker med billig 3D Utskriftsegenskaper og et unikt gelling agent å få nesten full tetthet boron karbid deler med komplekse geometri. I tillegg til keramikk, kan negative AM brukes til andre materielle felt å lage helt ny geometri av multi-materiale. Metodikk beskrevet her utdyper arbeidet presentert i Lu et al. 8 og mål å gi en mer detaljert protokoll for gjengivelse disse resultatene.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
FORSIKTIG: Vennligst Konsulter Produktdatablad (SDS) av alle materialer og bruk egnet verneutstyr (PVU) når du håndterer materialer før avstøpning og herding. Resorcinol og polyetylen imine er kjent for å være giftig. Formaldehyd er både giftige og kreftfremkallende20. Utarbeidelse av keramiske suspensjoner bør gjøres i kjemisk røyk hetter eller andre skikkelig ventilert arbeidsmiljøer.
1. negative additiv produksjon
-
Utarbeidelse av en 120 mL todelt suspensjon
Merk: En todelt suspensjon tilberedes å forlenge holdbarheten av suspensjoner før avstøpning. En suspensjon (R-mix) inneholder komponenten resorcinol, og den andre (F-mix) inneholder komponenten formaldehyd. Begge suspensjoner vil bli mikset sammen for å danne en siste suspensjon som vil starte gelation prosessen.- For å opprette R-mix, begynne med oppløsning 0,88 g av polyetylen imine (PEI) i 25.00 g vann med en planetarisk blandebatteri.
- For å opprette en egen F-blanding, løses 0,88 g av polyetylen imine (PEI) i 16.83 g vann med en planetarisk blandebatteri.
Merk: Bruke en planetarisk blandebatteri 2000 RPM i flere minutter vil gi tilstrekkelig klippe styrkene å oppløse den tyktflytende PEI resorcinol og formaldehyd, og å suspendere boron karbid partikler. PEI fungerer som dispersing agent for B4C partikler - Oppløse 12.60 g resorcinol pulver i R-mix. Løsningen bør slå fra en skyet hvit klar gjennomsiktig løsninger etter fullført oppløsningen av pulver blander.
- Legge 17.03 g av formaldehyd løsningen til F-mix og sikre komplett blanding.
- Gradvis legge til 5,25 g (12 trinn fram 63.00 g) boron karbid pulver (1500F) i både R-mix og F-mix separat.
- Legg til 6.50 g av eddiksyre R-mix og F-mix og sikre komplett blanding i hver.
Merk: på dette punktet, todelt suspensjoner vil ha 42 vol % B4C og er klar til å kombineres for støping eller lagres for fremtidig bruk (Hvis tilstrekkelig forseglet). Vær oppmerksom på at hvis suspensjoner sitte ~ 1 h eller mer, partikkel settling vil skje. Kontroller at partiklene er resuspended ved å bruke grundig omrøring før bruk av suspensjon. Også ble tre forskjellige kommersielle bunker boron karbider, 1250F, 1500F og 3000F (oppkalt etter deres omtrentlig soldet mesh størrelser), opprinnelig testet. Hver gruppe har en annen partikkel størrelsesDistribusjon, og 1500F B4C batchen ble funnet for å oppnå den høyeste sintring tettheten, som rapportert i Lu et al. 8. eddiksyre kan også legges før B4C tørrstoff lasting skritt også, men å legge på slutten tilbyr bedre bevegelighet ved å begrense eddiksyre lukt.
-
Utarbeidelse av 3D trykt former for støping
- Forberede mold design i et program for dataassistert konstruksjon (CAD).
- Skrive ut formene med en smeltet deponering modellering (FDM) 3D skriver akrylonitril butadien styren (ABS) filamenter.
Merk: Aceton damp kan brukes til å jevne ut mold tekstur hvis ønskelig21. Den foreslåtte munnstykke og seng temperaturer er 240 ° C og 110 ° C, henholdsvis. Parametere som lagtykkelse (0.2 mm), ekstrudering hastighet og kjøling rate velges optimalisere av delen med minimal forvrengning. Dette krever litt prøving og feiling med hver unike skriversystem. En veggtykkelse på minst 1 mm anbefales. Den minste mønsterstørrelsen er 0,5 mm; men anbefales det ikke for å gå under 1 mm. former fra Lu et al. 8 er tilgjengelig for nedlasting på Internett støtte materiale.
-
Kombinasjonen av to deler suspensjon å forberede støping
- Før kombinere, grundig agitere (ved hjelp av en vortex eller planetarisk blandebatteri) R-blandingen med F-mix suspensjoner å sikre B4C partikler er godt suspendert.
- Kombinere R-mix og F-blanding for å få siste suspensjon.
Merk: pH i kombinert suspensjon skal 2.8, som vil gi ca 30 minutter av arbeidstid til de luft og kastet den siste suspensjonen før gelation starter forekommende. Utbruddet av gelation kan observeres fra den kraftige økningen i viskositet av suspensjon. - Før støping, bland og vakuum (20-200 torr eller 2.7-27 kPa) gjelder siste suspensjon blandingen i ca 10 minutter å fjerne luftbobler uten kokende vannet. Dette kan gjøres ved hjelp av en gripende plate på 200-300 rpm med en vakuum krukke.
-
Gelcasting
- Umiddelbart hell de luftes suspensjon i 3D-trykt formene.
- Sett mugg inne en forseglet glassbeholder å hindre tap av fuktighet under herding prosessen.
- Plass beholderen forseglet med formene i en 60-80 ° C ovnen å starte herding prosessen.
- Tillate avstøpninger Cure i minst 8 timer for deler som flere centimeter i lengde skala eller muligens lengre for større former.
-
Oppløsningen av muggsopp å få grønt organer
- Fjern beholderen forseglet med formene fra ovnen og la den avkjøles til romtemperatur.
- Legg nok aceton i beholderen til mold er fullt uttrykk. Beløpet vil variere avhengig av størrelse og volum av mold brukes (vanligvis ~ 100 mL av acetone for en mold som er 50 cm3 i dimensjon).
Merk: Denne prosessen kan ta opptil 2-4 dager avhengig av plast som trenger å bli oppløst bort. Minimal uro i aceton bad eller varme det litt til 40 ° C kan hjelpe fremskynde prosessen. Kjør forsiktig når oppvarming aceton bad, som det er en brannfarlig kjemiske og kan bli Eksplosiv kombinert med luft i visse komposisjon områder. - Pakk ut gratis grønne kroppen fra aceton bad etter ABS plast er oppløst bort.
Merk: Etter RF er herdet, mold kan forsvinne bort for å få en solid grønne kropp formet som en negativ kopi av indre mold geometrien. Denne grønne kroppen skal være sterk nok til å overleve skånsom og forsiktig håndtering i de påfølgende etterbehandling trinnene uten å bryte. - Sett de grønne kroppene i en ovn ved 80 ° C å sikre fullstendig tørke og fjerning av fuktighet.
Merk: Tørketid varierer avhengig av den grønne kroppen. Slik delen til tørr overnatting (> 8 timer) er tilstrekkelig for grønne kroppen størrelser mindre enn 1000 cm3. Det er ingen skade i over tørking.
2. karbonisering
- Etter tørking, plassere hver grønne kroppen i en 2-tommers kvarts tube foret med grafitt folie og legg dem i en ovn med flytende gass [250 standard kubikk centimeter av luft (SCCM) som består av 4 wt % H2(g) og 96 wt % Ar(g) en redusere atmosfære under den pyrolyse behandling].
- Varme de grønne kroppene i ovn på 5 ° C/min til 1050 ° C og hold i 3 timer.
Merk: Gel-cast grønne organer har 15 wt % av RF i forhold til B4C og vil gi ca 7,5 wt % i karbon etter pyrolyse prosessen. Denne prosessen fjerner mye av resorcinol-formaldehyd rester og forurenser alvorlig ovnen hvis uten overlapping brukes. - Kontroller at de grønne kroppene kommer jevnt mørkere i fargen, som indikerer tilstedeværelse av karbon fra pyrolyse behandling.
3. sintring
Merk: Etter sintring, overflateruhet prøvene vil forbedre litt sammenlignet overflateruhet av muggsopp brukes. Dette er en konsekvens av 57-58 vol % svinn av prøvene fra sintring.
- Plass forkullet delene i en grafitt ovn med vakuum fylt flytende helium gass (420 SCCM) sintring. Bruke 280 SCCM til foran og pyrometer windows og 140 SCCM direkte inn i prøven kammeret med en vik presset av ~ 170 kPa.
- Varm opp ovnen til 2290 ° C (20 K/min 2000 ° c deretter 3 K/min 2290 ° c) og holde i 1 time å oppnå optimal densification deler.
Merk: Arkimedes tetthet er en vanlig og rask teknikk for å måle tettheten av sintered boron karbid deler. Arkimedes tetthet kits kan legges til analytical balansen skalaer for å måle tettheten av prøver eller manuelt bestemt22. Boron karbid 7,5 wt % i karbon har en teoretisk maksimalt tetthet (TMD) 2,49 g/cm3. Deler sintret ved 2290 ° C fra denne metodikken vil medføre 2.43 ± 0,01 g/cm3 som er 97.6 ± 0,4% TMD.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Etter disponerte prosedyren (figur 1), komplekse formet boron karbid deler med karbon (B4C/C) kan være sintret til 97.6 ± 0,4% av teoretisk max med en Vicker hardhet 23,0 ± 1.8 GPa8. Flere mulig eksempler av sintered B4C/C deler er vist (figur 2). Disse eksemplene viser fin tekstur funksjonene som kan kopieres av gelcasting teknikken. Dette er en fordel for å lage deler som krever presis meso-funksjonen. Reologi av siste B4C suspensjon ble fastslått for ulike pHs. En pH 2.8 suspensjon ble målt som har den laveste viskositeten i over 20 minutter, som er tilstrekkelig for å blande de lufting og støping (Figur 3).
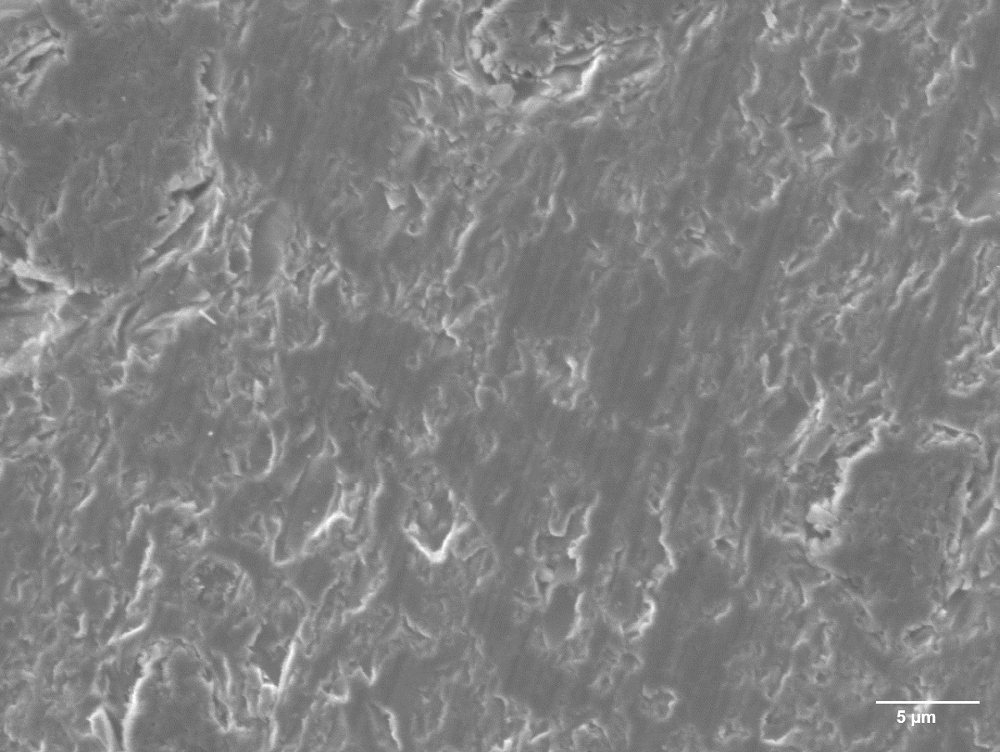
Ytterligere skanning elektronmikroskop indikerte at uniform nettverk av karbon er belagt på B4C partikler etter pyrolyse av RF (figur 4A og 4B). Etter støping og etter varme behandling trinn, karakterisering ved hjelp X-ray Diffraksjon (XRD) bekreftet utviklingen av karbon som grafitt (figur 4C). Microstructural bilde av en fullt sintered boron karbid prøve avslørt lav porøsitet i den siste delen, som er svært ønskelig (figur 5).

Figur 1 : Skildring av hele negative er prosessen for å produsere høy tetthet komplekse formet boron karbider. Dette skjemaet gir en trinnvis oversikt over hele fabrikasjon prosessen, fra 3D-utskrift av mold å sintring den endelige keramiske delen. Dette tallet er endret med tillatelse fra Lu et al. 8. Klikk her for å se en større versjon av dette tallet.

Figur 2 : Sintered kompleks formet B 4 C/C delene med > 97% tetthet forberedt fra negative AM. (a) Gyroid; (b) keltisk knute; (c) kubikk gitter. Liten tekstur forskjell for hver figur skyldes forskjeller i kvaliteten på 3D-trykt formene brukes (mørk svart regioner er karbon rester igjen på overflaten etter pyrolyse av muggsopp og kan være gned). Dette tallet er endret med tillatelse fra Lu et al. 8. Klikk her for å se en større versjon av dette tallet.

Figur 3 : Reologi av siste B4C suspensjon. (a) komplekse viskositet som en funksjon av tid for forskjellige pH suspensjoner med B4C og resorcinol-formaldehyd. Jevning defineres som viskositeten på 1 Pa∙s. (b) tid å nå jevning for ulike pH suspensjoner. Dette tallet er endret med tillatelse fra Lu et al. 8. en rheometer med tilknyttede parallelle sirkulære plater på en konstant 30% svinging belastningen og 1 Hz frekvens ble brukt til å måle komplekse viskositet. Alle prøver ble målt ved romtemperatur unntatt ett pH 2.8 utvalg der miljømessige temperatur kammeret i instrumentet ble brukt til å gi varme (16,2 ° C/min) til 80 ° C ble nådd. Klikk her for å se en større versjon av dette tallet.

Figur 4 : Skanning elektronmikroskop og XRD ble brukt til å identifisere tilstedeværelsen av karbon nettverk i boron karbid matrix etter RF gel pyrolyse. Boron karbid 1500F partikler (a) uten CO2 belegg og (b) med 7,5 wt % karbon belegg vises. (c) XRD av forskjellige termalbehandling stadier av B4C kastet. Dette tallet er endret med tillatelse fra Lu et al. 8. XRD spectra var samlet på en X-ray diffractometer. Prøvene ble montert på en polymer leire og jevnet flatt. En LynxEye 1-dimensjonal lineær Si stripe detektor ble brukt med en variabel divergens slit 6 mm og et 0,5 ° anti-XY slit. Kilden var Ni-filter Cu stråling (λ = 1.5406 Å) fra en forseglet X-ray tube drives på 40 kV og 40 mA. Kilde og detektorer ble trappet skannet sammen med fast vinkler fra prøven med en kombinert 2θ på 20-80° frekvensen av 0.02°/s. etterbehandling algoritmer fra XRD analyseprogramvare ble brukt til å strippe bort bidrag fra bakgrunnsstøy og K-alfa 2 stråling. En scanning elektron mikroskop på 10.0 kV akselererende spenning på videregående electron modus ble brukt til bildet av B4C partikler. Klikk her for å se en større versjon av dette tallet.

Figur 5 : En så-kutt cross-sectional overflate i en 2290 ° C sintered 1500F boron karbid utvalg på ~ 97% tetthet. Dette tallet er endret med tillatelse fra Lu et al. 8. Klikk her for å se en større versjon av dette tallet.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Metodikk negative additiv produksjon beskrevet i protokollen tillater komplekse formet boron karbid deler skal produseres på nesten full tetthet etter sintring for en optimal temperatur på 2290 ° C. De første flere trinnene gjelder forberedelse og støping er mest kritiske for å generere en høykvalitets kastet med minimal defekter. Hvis viskositeten av suspensjon er for høy, oppstår dårlig blanding. Porøsitet av sintered påvirkes også siden økt viskositet hindrer luft boble fjerning. Hvis siste suspensjon har sittet inaktiv for lenge etter miksing og de lufting, være økningen i viskositet problematisk for fylle ut små hulrom i uregelmessig formet 3D-trykt mugg.
Et annet problem å være klar over er Stoke er settling effekt i vandig suspensjon. Hvis ikke umiddelbart herdet, boron karbid partikler i av suspensjon vil utligne, forårsaker en konsentrasjon gradient i de grønne kroppene på suspensjon viskositet er nok etter avstøpning. Feil vil støpt deler deformeres, med høyere krymping øverst sammenlignet nederst i sintring. For å bøte på dette problemet, kan boron karbid med multimodal partikkel størrelse distribusjoner benyttes for å redusere ikke-uniform krymping problemer under sintring. RF, som er svært avhengig av pH og temperatur av blandingen, er den gelation en annen viktig faktor å vurdere. Høyere pH og temperaturer tilsvarer raskere polymerisasjon kinetikk, som vil bli observert som en økning i viskositet av suspensjon. Redusere pH i suspensjoner kan for lengre tid under støping og også for herding å startes umiddelbart som et termisk sett.
Selv om negative er en lett skalerbar teknikk for høyt volum produksjon av komplekse formet deler, er denne metoden begrenset i produsere miniatyr deler. Grønne likene av alle keramiske kaster har en iboende styrke. Styrken av en felles del blir svak hvis er tilstrekkelig liten. For eksempel en grønn kroppen mindre enn 1 mm tykk ville lett brekke fra interne svinn understreker i herding prosessen etter avstøpning sammenlignet med en grønn kropp som er større enn 10 mm tykk. Derfor er mold materialet elastisitet og stivhet viktige parametere siden høyere krymping påkjenninger oppstår hvis en stivere mold er brukt, på grunn av termisk ekspansjon av mold fra 80 ° C varmebehandling. Vi har vist at relativt myke formene som hexanediol diacrylate (HDDA) kan brukes til å produsere svært organisert lattices med ~ 100 µm funksjonen størrelser uten brudd og for å lage meso-skala kompositter8,23.
Avslutningsvis er negative AM en enkel teknikk som kombinerer gelcasting med billig plast 3D-utskrift for å produsere komplekse formet keramiske deler. Fordelen med metodikk beskrevet her er dens evne til å skalere opp for høyt volum produksjon samtidig kostnadseffektiv. Fremtidig arbeid inkluderer høyere B4C faste stoffer lasting i suspensjoner begrense krymping under sintring. Mekanisk testing er også i gang å vurdere styrke egenskapene til disse materialene. Likevel, negative AM er ikke begrenset til bare materialer og systemer som presenteres i denne protokollen. Ulike gelling agenter og 3D-trykt former fra andre AM teknikker eller materialer kan også brukes. For eksempel Franchin et al. 24 opprettet porøse oppofrende mal former med polyactic syre (PLA) bruker geopolymers som komponenten uorganiske. Malene PLA offerplasser kan fjernes termisk når ønsket24. Derfor kan de generelle teknikken er beskrevet i denne protokollen brukes på et stort område av materialer, som vil åpne opp nye muligheter for masse utvikling av komplekse formet keramikk, metaller og andre sammensatte systemer.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
Forfatterne ikke avsløre.
Acknowledgments
Dette arbeidet ble utført i regi av US Department of Energy av Lawrence Livermore National Laboratory under kontrakten DE-AC52-07NA27344. IM slipp LLNL-JRNL-750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}