


Summary
Un metodo chiamato produzione additiva negativo è usato per produrre vicino carburo del boro complesso completamente densi a forma parti di varie scale di lunghezza. Questa tecnica è possibile tramite la formulazione di una sospensione di romanzo che coinvolge il resorcinolo-formaldeide come agente gelificante unico che lascia dietro di sé un omogeneo carbonio sinterizzazione aiuti dopo la pirolisi.
Abstract
Carburo di boro (B4C) è uno dei materiali più duri in esistenza. Tuttavia, questa proprietà attraente limita anche la macchinabilità in forme complesse per usura elevata, elevata durezza e applicazioni di materiali leggere quali armature. Per superare questa sfida, negativo produzione additiva (AM) è impiegato per produrre geometrie complesse di carburi di boro a varie scale di lunghezza. AM negativo prevede innanzitutto la gelcasting una sospensione in uno stampo di plastica 3D-stampato. Lo stampo è quindi sciolto, lasciando dietro di sé un corpo verde come una copia negativa. Resorcinolo-formaldeide (RF) è usato come agente gelificante novello perché a differenza dei tradizionali idrogeli, c'è poco da nessun restringimento, che permette per stampi estremamente complessi da utilizzare. Inoltre, questo agente gelificante può essere pirolizzato per lasciare dietro ~ 50 wt % di carbonio, che è un aiuto di sinterizzazione altamente efficace per B4C. a causa di questa distribuzione altamente omogenea di carbonio in situ entro la matrice4C B, a meno di 2% porosità può essere raggiunto dopo la sinterizzazione. Questo protocollo evidenzia in dettaglio la metodologia per la creazione di vicino parti completamente densi carburo di boro con geometrie molto complesse.
Introduction
Carburo di boro (B4C), con un Vickers durezza di circa 38 GPa, è conosciuto come il terzo più duro materiale commercialmente disponibile, dietro di diamanti (~ 115 GPa) e nitruro di boro cubico (~ 48 GPa). Questa proprietà particolare, con una bassa densità (2,52 g/cm3), lo rende attraente per le applicazioni di difesa come armature1. B4C ha anche un alto punto di fusione, resistenza all'usura superiore e assorbimento del neutrone alta croce sezione2,3,4. Tuttavia, l'utilizzo di queste favorevoli proprietà meccaniche in genere richiede B4C per essere sinterizzato ad alta densità. Pressatura a caldo è un metodo convenzionale per la sinterizzazione B4C a completo addensamento. Questa tecnica è spesso limitata alle geometrie semplici con curvatura limitata e abbastanza uniforme di spessore. Costoso e laborioso di lavorazione con taglio laser o utensili a diamante policristallino è richiesta di introdurre caratteristiche più sottili o più complesse.
In alternativa, tecniche di formatura colloidale con meno pressione sinterizzazione possono produrre parti di vicino-completa densità che richiedono minima o nessuna lavorazione. A causa di una mancanza di pressione esterna durante il consolidamento, sinterizzazione aids vengono normalmente aggiunti al mezzo di ceramica per aumentare l'efficacia di sinterizzazione senza pressione. Carbonio è comunemente usato come un aiuto di sinterizzazione per B4C5,6,7. Varie fonti di carbonio, quali nanoparticelle polveri o sostanze organiche carbonizzato da pirolisi, possono essere utilizzati. Distribuzione omogenea del carbonio sinterizzazione aiuti lungo i confini di grano è un fattore importante per l'ottenimento di sinterizzazione uniforme di B4C. Di conseguenza, concentrazione di carbonio e dimensione delle particelle di B4C sono anche importanti e correlati fattori per la sinterizzazione di parti ad alta densità8.
Una delle più promettenti tecniche che formare colloidale per ottenere pezzi di ceramica a forma complesse è gelcasting. Questa tecnica prevede la colata una sospensione in ceramica con un monomero organico in uno stampo che polimerizza in situ per agire come un gel9,10,11. Il gel serve come legante per formare un corpo di colore verde a forma di stampo che è abbastanza forte per essere gestiti senza rotture nelle fasi di lavorazione successive. In precedenza geometrie impossibili stampo 3D ora possono essere prodotto attraverso basso costo a base di polimeri additivo (AM) di produzione tecniche come la stereolitografia (SLA) e deposizione fusa modellazione (FDM)12. La recente disponibilità di stampanti 3D ha aperto nuove possibilità per la progettazione di ceramica con geometrie molto complesse.
Produzione additiva negativo è una tecnica che combina gelcasting con stampi 3D-stampato sacrificale. La complessità della parte in ceramica è direttamente correlata alla complessità della progettazione di stampi. Disegni di muffa possono ora essere incredibilmente sofisticati con l'avvento di stampanti 3D in plastica di alta risoluzione. Ad esempio, 3D strumenti di scansione può essere usato per catturare i contorni di un individuo ed essere incorporati negli stampi. Utilizzando AM negativo, armature in ceramica leggere su misura per le dimensioni del corpo dell'individuo e la forma possono essere creati. Tali personalizzazioni di progettazione possono fornire armature di peso leggeri con maggiore mobilità per gli utenti.
Altre tecniche di AM in ceramica comune come diretto inchiostro scrivono (DIW), sinterizzazione laser selettiva (SLS) e raccoglitore jetting (BJ) sono anche efficaci nella produzione di pezzi di ceramica a forma complesse. Tuttavia, la maggior parte di queste tecniche sono utile per la produzione di strutture porose bene solo e non sono efficiente quando si ridimensiona fino a pezzi di grandi dimensioni ad esempio armatura applicazioni13,14,15,16, 17. Inoltre, la maggior parte di queste tecniche non sono fattibile per elevati volumi di produzione a causa di alte spese. Di conseguenza, AM negativo è un itinerario comodo e relativamente poco costoso per la produzione industriale a livello delle parti su larga scala.
Le sospensioni di4C B utilizzate per gelcasting devono essere bassa viscosità e contengono un agente gelificante e aiuti di sinterizzazione. Resorcinolo e formaldeide sono scelti per la loro capacità di subire reazioni di policondensazione per formare una rete di resorcinolo-formaldeide (RF), che contribuisce a legare insieme le particelle di4C B. Idrogeli tradizionali utilizzati per gelcasting sono limitati a stampi con hollow core a causa l'elevato ritiro interiore sperimentato durante l'essiccazione del processo18. Poiché RF è comunemente usato come un aerogel, c'è poco da nessun restringimento, che permette l'utilizzo di stampi forme più complesse. Un altro vantaggio dell'utilizzo di RF è che il tasso di gelificazione possa essere controllato da alterare il pH della sospensione (Figura 3). Inoltre, sospensioni contenenti resorcinolo o formaldeide possono essere preparati in avanzate e immagazzinati separatamente fino a quando non sono pronti per la fusione. La cosa più importante, il gel di RF può essere pirolizzato per lasciare dietro 50 wt % carbonio19. Questa altamente omogenea distribuzione del carbonio può aiutare la densificazione di B4C a densità vicino a pieno durante la sinterizzazione. 15% in peso di RF rispetto al carburo di boro viene utilizzato nella formulazione della sospensione per fornire 7,5% in peso di carbonio dopo la pirolisi delle parti cast.
L'obiettivo generale di questo lavoro è quello di combinare le tecniche tradizionali gelcasting con funzionalità di stampa 3D poco costoso ed un unico agente gelificante per ottenere densità di vicino-completa parti di carburo di boro con geometrie molto complesse. Oltre alle ceramiche, AM negativo può essere applicato ad altri campi del materiale per creare interamente nuove geometrie dei sistemi multi-materiali. La metodologia descritta qui si espande sul lavoro presentato in Lu et al. 8 e mira a fornire un protocollo più dettagliato per la riproduzione di tali risultati.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
Attenzione: Si prega di consultare con i fogli di dati di sicurezza (SDS) di tutti i materiali e indossare dispositivi di protezione appropriati (PPE) per maneggiare materiali prima colata e polimerizzazione. Immina resorcinolo e polietilene sono noti per essere tossici. La formaldeide è sia tossico e cancerogeno20. Preparazione di sospensioni in ceramica dovrebbe essere fatto in cappe chimiche o altri ambienti di lavoro adeguatamente ventilato.
1. negativo produzione additiva
-
Preparazione di una sospensione di due parti di 120 mL
Nota: Una sospensione di due parti sarà preparata per aiutare a prolungare la conservabilità delle sospensioni prima del getto. Una sospensione (R-mix) conterrà il componente di resorcinolo e l'altra (F-miscela) conterrà il componente di formaldeide. Entrambe le sospensioni saranno mescolate insieme per formare una sospensione finale che avvierà il processo di gelificazione.- Per creare il R-mix, iniziare sciogliendo 0,88 g di immina polietilene (PEI) in 25,00 g di acqua utilizzando un mescolatore planetario.
- Per creare un F-mix separato, sciogliere 0,88 g di immina polietilene (PEI) in 16,83 g di acqua utilizzando un mescolatore planetario.
Nota: Utilizzando un mescolatore planetario a 2000 rpm per almeno diversi minuti fornirà sufficienti forze di taglio per aiutare a sciogliere il viscoso PEI, resorcinolo e formaldeide e di sospendere le particelle di carburo di boro. PEI funge da agente disperdente per le particelle di4C B - Sciogliere 12,60 g di polvere di resorcina nel R-mix. La soluzione dovrebbe girare da un nuvoloso-bianco per una soluzione trasparente dopo dissoluzione completa della polvere da mescolare.
- Aggiungere 17,03 g di soluzione di formaldeide al F-mix e garantire la completa miscelazione.
- Aggiungere in modo incrementale 5,25 g (12 incrementi fino a raggiungere 63,00 g) di polvere di carburo di boro (1500F) in sia il R-mix e F-mix separatamente.
- Aggiungere 6,50 g di acido acetico per la R-mix e F-mix e garantire la completa miscelazione in ciascuno.
Nota: A questo punto, le sospensioni di due parti avranno 42 vol % di B4C e sono pronte essere combinati per colata o immagazzinato per uso futuro (se adeguatamente sigillato). Fate attenzione che se le sospensioni sedersi per ~ 1 h o più, sedimentazione delle particelle si verificherà. Garantire che le particelle sono risospese applicando un'accurata agitazione prima di utilizzare le sospensioni. Inoltre, tre diversi lotti commerciali di carburi di boro, 1250F, 1500F e 3000F (denominato secondo loro maglie setacciato approssimativo), originalmente sono stati esaminati. Ogni partita ha una distribuzione delle dimensioni delle particelle differenti, e il batch di4C B 1500F è stato trovato per ottenere la più alta densità di sinterizzazione, come riportato in Lu et al. 8. acido acetico può essere aggiunto anche prima i solidi di4C B caricamento passo pure, ma aggiungendo alla fine offre la migliore maneggevolezza limitando gli odori acido acetico.
-
Preparazione del 3D stampato stampi per pressofusione
- Preparare il disegno di muffa in un programma di software di progettazione assistita da elaboratore (CAD).
- Stampare gli stampi utilizzando una stampante 3D Fused Deposition Modeling (FDM) con filamenti di acrilonitrile-butadiene-stirene (ABS).
Nota: Vapori di Acetone possono essere utilizzati per appianare la texture di muffa, se lo si desidera21. L'ugello suggerito e letto temperature sono 240 ° C e 110 ° C, rispettivamente. Per ottimizzare la qualità della parte con deformazioni minime vengono scelti i parametri quali spessore dello strato (0,2 mm), velocità di estrusione e tasso di raffreddamento. Questa operazione richiede alcuni tentativi ed errori con ogni sistema di stampante unica. Si consiglia uno spessore di almeno 1 mm. La dimensione minima è di 0,5 mm; Tuttavia, si consiglia di non per scendere sotto 1 mm. stampi da Lu et al. 8 sono disponibili per il download online nel materiale di supporto.
-
Combinazione della sospensione due parti per preparare per la colata
- Prima della combinazione, agitare accuratamente (utilizzando un vortice o mescolatore planetario) la R-mix con le sospensioni di F-mix singolarmente per garantire la B4C particelle sono ben sospese.
- Combinare il R-mix e F-mescolare fino a ottenere la sospensione definitiva.
Nota: Il pH della sospensione combinato dovrebbe essere 2.8, che fornirà circa 30 minuti di tempo di lavoro di-aria e gettare la sospensione finale prima di gelificazione inizia che si verificano. L'insorgenza di gelificazione possa essere osservato dal forte aumento nella viscosità della sospensione. - Prima della fusione, mescolare e applicare il vuoto (20-200 torr o 2.7-27 kPa) per la miscela di sospensione definitiva per circa 10 minuti per rimuovere le bolle d'aria senza portare a ebollizione l'acqua. Questo può essere realizzato utilizzando una piastra di agitazione a 200-300 giri/min con un vaso vuoto.
-
Gelcasting
- Versare immediatamente la sospensione disareata negli stampi 3D-stampato.
- Posizionare gli stampi all'interno di un contenitore di vetro sigillato per prevenire la perdita di umidità durante il processo di polimerizzazione.
- Inserire il contenitore sigillato con gli stampi in forno a 60-80 ° C per avviare il processo di polimerizzazione.
- Consentire i calchi curare per almeno 8 ore per le parti che sono parecchi centimetri a scala di lunghezza, o forse più a lungo per stampi più grandi.
-
Dissoluzione degli stampi per ottenere corpi verdi
- Rimuovere il contenitore sigillato con gli stampi dal forno e lasciar raffreddare a temperatura ambiente.
- Aggiungere sufficiente acetone nel contenitore fino a quando lo stampo è completamente sommersa. La quantità varierà a seconda della dimensione e volume dello stampo utilizzato (in genere ~ 100 mL di acetone per uno stampo che è 50 cm3 in dimensione).
Nota: Questo processo potrebbe richiedere fino a 2-4 giorni a seconda del volume di plastica che deve essere dissolto in distanza. Minima agitazione di acetone bagno o riscaldamento leggermente a 40 ° C può aiutare a velocizzare il processo. Eseguire cautela quando acetone bagno di riscaldamento, in quanto è un chimico infiammabile e può diventare esplosiva quando combinato con aria in determinate gamme di composizione. - Estrarre il corpo verde libero da acetone bagno dopo la plastica ABS è dissolto in distanza.
Nota: Dopo la RF è curato, lo stampo può essere sciolto lontano per ottenere un corpo solido verde a forma di come una copia negativa della geometria interna stampo. Questo corpo verde dovrebbe essere abbastanza forte per sopravvivere gentile e attenta gestione nei successivi passaggi post-elaborazione senza rompersi. - Posizionare i corpi di verdi in un forno a 80 ° C per garantire la completa asciugatura e rimozione di tutta l'umidità.
Nota: Tempo di essiccazione varia a seconda del volume del corpo verde. Lasciando la parte ad asciugare durante la notte (> 8 ore) è sufficiente per dimensioni del corpo verde inferiore a 1000 cm3. Non c'è nessun male a sovra.
2. carbonizzazione
- Dopo l'essiccazione, posizionare ogni corpo verde in un tubo di quarzo 2 pollici interno foderato con un foglio di grafite e metterli in una fornace con flusso gas [250 centimetri cubici standard di aria (SCCM) composto da 4 wt % H2(g) e 96 wt % Ar(g) per creare un'atmosfera riducente durante la trattamento di pirolisi].
- Riscaldare i corpi verdi all'interno del forno a 5 ° C/min fino a 1050 ° C e mantenere per 3 ore.
Nota: I corpi di verdi gel-cast avranno 15 wt % di RF riguardante la B4C e forniranno circa 7,5 wt % in carbonio dopo il processo di pirolisi. Questo processo rimuove gran parte il residuo di resorcinolo-formaldeide e severamente, contamina il forno se nessuna trappola viene utilizzato. - Garantire che gli organismi verdi escano uniformemente più scuri nel colore, che indica la presenza di carbonio dal trattamento di pirolisi.
3. sinterizzazione
Nota: Dopo la sinterizzazione, la rugosità superficiale dei campioni migliorerà leggermente rispetto alla rugosità di superficie degli stampi utilizzati. Si tratta di una conseguenza del 57-58 vol % restringimento dei campioni da sinterizzazione.
- Collocare le parti carbonizzate in una fornace di grafite con vuoto riempita che scorre gas elio (420 SCCM) per sinterizzazione. Applicare 280 SCCM per le finestre anteriori e pirometro e SCCM 140 direttamente nella camera del campione con una pressione a Monte di ~ 170 kPa.
- Riscaldare il forno a 2290 ° C (20 K/min a 2000 ° C poi 3 K/min a 2290 ° C) e tenere premuto per 1 ora raggiungere ottimale densificazione delle parti.
Nota: Densità di Archimede è una tecnica comune e rapida per misurare la densità delle parti sinterizzate carburo di boro. Kit di Archimede densità possono essere aggiunti sulla bilancia Bilancia analitica per misurare la densità dei campioni o manualmente determinati22. Carburo di boro con 7,5 wt % in carbonio avrà una densità massima teorica (TMD) di 2,49 g/cm3. Parti sinterizzate a 2290 ° C da questa metodologia si tradurrà in 2.43 ± 0,01 g/cm3 , ossia 97,6 ± 0,4% TMD.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Seguendo la procedura descritta (Figura 1), parti di carburo di boro a forma complessi con carbonio (B4C/C) possono essere sinterizzati fino a 97,6 ± 0,4% della densità massima teorica con durezza di un Vicker 23.0 ± 1,8 GPa8. Vengono illustrati diversi esempi possibili di parti sinterizzate di C/C4B (Figura 2). Questi esempi mostrano le caratteristiche tessiturali bene che possono essere copiate dalla tecnica di gelcasting. Questo è vantaggioso per la creazione di parti che richiedono funzionalità di meso-scala precisa. Reologia della finale sospensione B4C è stata determinata per diverse pHs. Una sospensione pH 2.8 è stata misurata come avendo la più bassa viscosità per oltre 20 minuti, che è adeguata per la colata (Figura 3), de-aerazione e miscelazione.
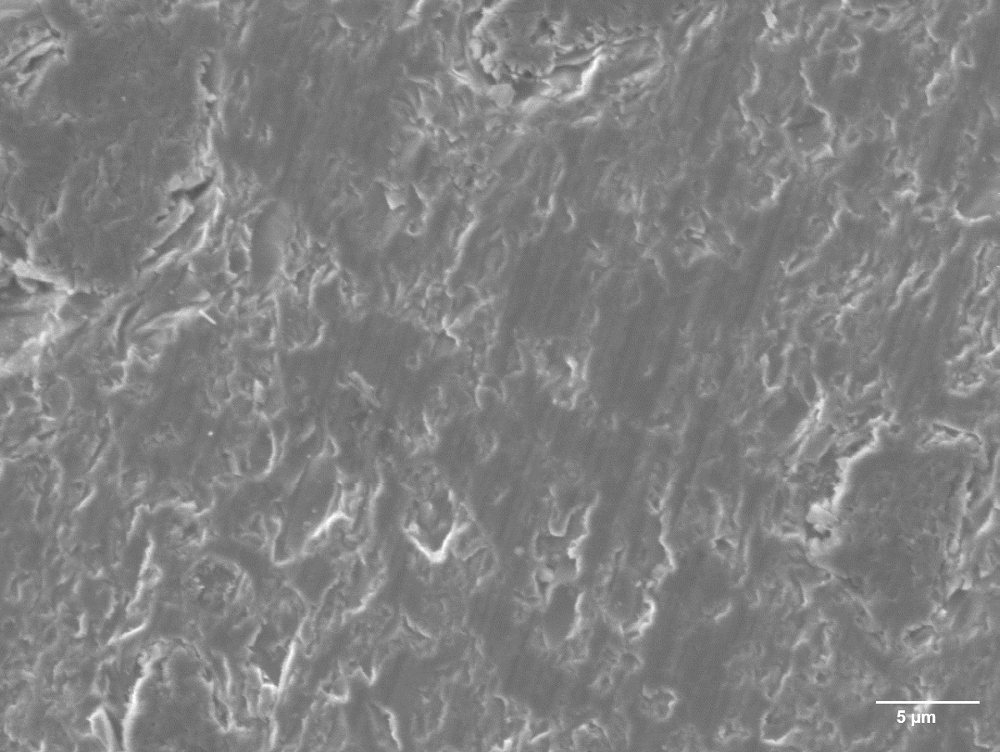
Microscopia elettronica a scansione ulteriormente indicato che uniforme reti di carbonio sono coattati le particelle di4C B dopo la pirolisi di RF (Figura 4A e 4B). Dopo fasi di trattamento post-calore e del pezzo fuso, caratterizzazione mediante diffrazione di raggi x (XRD) confermano l'evoluzione di carbonio grafite (Figura 4). Microstrutturali immagine di un campione di carburo di boro completamente sinterizzato ha rivelato bassa porosità nella parte finale, che è altamente desiderabile (Figura 5).

Figura 1 : Rappresentazione del processo intero AM negativo per la produzione di complessi ad alta densità a forma di carburi di boro. Questo schema fornisce una panoramica dettagliata dell'intero processo di fabbricazione, da stampa 3D dello stampo alla sinterizzazione della parte in ceramica finale. Questa figura è stata modificata con il permesso di Lu et al. 8. Clicca qui per visualizzare una versione più grande di questa figura.

Figura 2 : Complesso B sagomati sinterizzati 4 C/C parti con > 97% densità preparato da negativo AM. (a) Giroide; (b) celtico del nodo; (c) grata cubica. La leggera differenza strutturale per ogni forma è dovuto le differenze nella qualità degli stampi 3D-stampato utilizzato (regioni nere scure sono residui carboniosi lasciati sulla superficie dopo la pirolisi degli stampi e può essere strofinate via). Questa figura è stata modificata con il permesso di Lu et al. 8. Clicca qui per visualizzare una versione più grande di questa figura.

Figura 3 : Reologia della sospensione finale B4C. (a) viscosità complessa come funzione del tempo per sospensioni di pH diversi con B4C e resorcinolo-formaldeide. L'ispessimento è definito come la viscosità a 1 Pa∙s. (b) il tempo di raggiungere ispessimento per le sospensioni di pH diversi. Questa figura è stata modificata con il permesso di Lu et al. 8. un reometro con piastre circolari paralleli associate ad una frequenza costante di ceppo e 1 Hz oscillazione 30% era utilizzato per misurare la viscosità complessa. Tutti i campioni sono stati misurati alla temperatura ambiente ad eccezione di un campione di pH 2.8 dove la camera a temperatura ambientale nello strumento è stato utilizzato per fornire calore (16,2 ° C/min) fino a 80 ° C è stato raggiunto. Clicca qui per visualizzare una versione più grande di questa figura.

Figura 4 : La microscopia elettronica di scansione e XRD sono stati usati per identificare la presenza di rete di carbonio all'interno della matrice di carburo di boro dopo RF gel pirolisi. Particelle di carburo di boro 1500F (a) senza rivestimento in carbonio e (b) con rivestimento in carbonio 7.5 wt % sono mostrate. (c) XRD delle fasi differenti di trattamento termico di B4C il cast. Questa figura è stata modificata con il permesso di Lu et al. 8. gli spettri XRD sono stati raccolti su un diffrattometro a raggi x. Campioni sono stati montati su un polimero e livellati piatta. Un rivelatore di striscia di LynxEye 1-dimensionale lineare Si era usato con una fessura variabile divergenza di 6 mm e una fessura di anti-dispersione di 0,5 °. La fonte era radiazione Cu Ni-filtro (λ = 1.5406 Å) da un tubo di raggi x sigillato operati a 40 kV e 40 mA. L'origine e il rivelatore erano entrati analizzati insieme alle angoli fissi da campione con un combinato 2 θ di 20-80° a una velocità di 0,02 ° / s. algoritmi di post-elaborazione dal software di analisi XRD sono stati utilizzati a striscia contributi lontani dal rumore di fondo e la Radiazione di K-alfa 2. Un microscopio elettronico a scansione a 10.0 kV accelerando la tensione su modalità secondaria dell'elettrone è stato utilizzato per particelle di immagine il B4C. Clicca qui per visualizzare una versione più grande di questa figura.

Figura 5 : Una superficie di taglio sega a sezione trasversale di un campione di carburo di Boro sinterizzato 1500F 2290 ° C densità ~ 97%. Questa figura è stata modificata con il permesso di Lu et al. 8. Clicca qui per visualizzare una versione più grande di questa figura.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
La metodologia di produzione additiva negativo descritto nel protocollo consente parti di carburo di boro a forma complessa da produrre alle densità quasi completa dopo la sinterizzazione ad una temperatura ottimale di 2290 ° C. I primi passi diverse legati alla preparazione e colata sono i più critici per la generazione di un cast con minimi difetti di alta qualità. Se la viscosità della sospensione è troppo elevata, scarsa miscelazione si verificherà. La porosità della parte sinterizzata è influenzata anche dal momento che ostacola la viscosità aumentata rimozione di bolle d'aria. Se la sospensione finale è stato seduto inattivo per troppo tempo dopo la miscelazione e de-aerazione, l'aumento della viscosità sarà problematico per il riempimento in piccole cavità in stampi di forma irregolare 3D-stampato.
Un altro problema da tenere in mente è che Stoke di sedimentazione effetto nelle sospensioni acquose. Se la viscosità della sospensione è sufficientemente bassa dopo la fusione e non immediatamente guarito, particelle di carburo di boro nelle sospensioni si depositerà, causando un gradiente di concentrazione nei corpi verdi. Impropriamente si deformeranno pressofusi, con restringimento superiore nella parte superiore rispetto al fondo durante la sinterizzazione. Per ovviare a questo problema, il carburo di boro con distribuzioni di dimensione delle particelle multi-modale può essere utilizzato per minimizzare i problemi di restringimento non uniforme durante la sinterizzazione. Il tasso di gelificazione di RF, che è altamente dipendente il pH e la temperatura della miscela, è un altro fattore importante da considerare. Più alto pH e temperature corrispondono a più veloce cinetica di polimerizzazione, che sarà osservata come un aumento nella viscosità della sospensione. Riduce il pH delle sospensioni permette per più lungo tempo di lavoro durante il casting e anche per la cura per essere avviate istantaneamente come un set termico.
Anche se negativo AM è una tecnica facilmente scalabile per la produzione ad alto volume di grandi parti di forma complesse, questo metodo è limitato nella produzione di parti in miniatura. Verdi corpi di tutti i calchi in ceramica hanno un'intrinseca forza verde. La forza verde del getto sarà debole, se le dimensioni sono sufficientemente piccole. Per esempio, un corpo verde meno di 1 mm di spessore si romperà facilmente dal restringimento interno sottolinea durante il processo di polimerizzazione dopo la fusione rispetto a un corpo verde che è maggiore di 10 mm di spessore. Di conseguenza, elasticità e la rigidità del materiale stampo sono parametri importanti poiché sottolinea restringimento superiore si verifica se viene utilizzato uno stampo più rigido, dovuto alla dilatazione termica dello stampo dal trattamento termico di 80 ° C. Abbiamo dimostrato che stampi relativamente morbidi come esandiolo Diacrilato (HDDA) possono essere utilizzati per produrre reticoli altamente ordinati con dimensioni di caratteristica di ~ 100 µm senza rottura e per la creazione di compositi meso-scala8,23.
In conclusione, AM negativo è una tecnica semplice che combina gelcasting con la stampa 3D in plastica poco costoso per produrre pezzi di ceramica a forma complesse. Il vantaggio della metodologia descritta qui è la sua capacità di scala per la produzione ad alto volume pur essendo conveniente. Lavoro futuro comprenderà alto solido di4C B caricamento in sospensioni per limitare il restringimento durante la sinterizzazione. Prove meccaniche è anche in corso per valutare le proprietà di resistenza di questi materiali. Ciò nonostante, AM negativo non è limitato a solo i materiali e i sistemi presentati in questo protocollo. Possono essere utilizzati anche vari agenti gelificanti e stampi 3D-stampato da altre AM tecniche o materiali. Per esempio, Franchin et al. 24 creato stampi porosi modello sacrificale con acido polyactic (PLA) utilizzando geopolimeri come il componente inorganico. Questi modelli sacrificali PLA possono essere rimossi termicamente quando desiderato24. Pertanto, la tecnica generale descritta in questo protocollo può essere applicata a un vasto dominio dei materiali, che si aprirà nuove possibilità per lo sviluppo di massa di ceramica a forma complessa, metalli e altri sistemi compositi.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
Gli autori non hanno nulla a rivelare.
Acknowledgments
Questo lavoro è stato effettuato sotto l'egida del US Department of Energy da Lawrence Livermore National Laboratory sotto contratto DE-AC52-07NA27344. Rilascio IM LLNL-JRNL-750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}