


Summary
Eine Methode namens negative Additiven Fertigung dient, in der Nähe von vollständig dichten komplex geformte Borcarbid Teile von verschiedenen Längenskalen zu produzieren. Diese Technik ist möglich über die Formulierung einer neuartigen Suspension mit Resorcin-Formaldehyd als eine einzigartige Geliermittel, das hinterlässt eine homogene Carbon Sintern Hilfe nach Pyrolyse.
Abstract
Borcarbid (B4C) ist eines der härtesten Materialien bestehen. Diese attraktive Eigenschaft ist jedoch auch die Maschinengängigkeit in komplexe Formen für hohe Verschleißfestigkeit, hohe Härte und leichte Materialanwendungen wie Rüstungen beschränkt. Um diese Herausforderung zu meistern, ist negative additive Manufacturing (AM) eingesetzt, um komplexe Geometrien von Bor Karbide an verschiedenen Längenskalen zu produzieren. Negativ AM beinhaltet zunächst Gelcasting einer Suspension in ein 3D-gedruckten Kunststoff-Formenbau. Die Form wird dann entfernt, aufgelöst hinterlässt einen grünen Körper als eine Negativkopie. Resorcin-Formaldehyd (RF) dient als ein neuartiges Geliermittel, denn im Gegensatz zu traditionellen Hydrogele, gibt es wenig bis keine Schrumpfung, ermöglicht eine äußerst komplexe Formen verwendet werden. Darüber hinaus kann diese Geliermittel pyrolysiert werden um ~ 50 wt % Kohlenstoff, hinterlassen ist ein hochwirksames Sintern Hilfsmittel für B4C. aufgrund dieses sehr homogene Verteilung von in Situ Kohlenstoff in die B-4C-Matrix, weniger als 2 % Porosität kann nach dem Sintern erreicht werden. Dieses Protokoll zeigt im Detail die Methodik für die Erstellung von in der Nähe von vollständig dichten Borcarbid Teile mit hochkomplexen Geometrien.
Introduction
Borcarbid (B4C), mit einer Vickers Härte von ca. 38 GPa, ist bekannt als der dritte schwerste kommerziell erhältliche Material hinter Diamanten (~ 115 GPa) und kubische Bornitrid (~ 48 GPa). Diese besondere Eigenschaft, zusammen mit einer geringen Dichte (2,52 g/cm3), macht es attraktiv für Verteidigungsanwendungen wie Rüstungen1. B4C hat auch einen hohen Schmelzpunkt, überlegene Verschleißfestigkeit und hohe Neutron Absorption Kreuz Abschnitt2,3,4. Nutzung dieser günstigen mechanischen Eigenschaften erfordert jedoch in der Regel B4C bis zu einer hohen Dichte gesintert werden. Heißpressen ist eine konventionelle Methode für das Sintern B4C bis vollständige Verdichtung. Dieses Verfahren beschränkt sich oft auf einfache Geometrien mit begrenzten Krümmung und relativ gleichmäßige Dicke. Teuer und arbeitsintensiv-Bearbeitung mit polykristallinen Diamant Werkzeuge oder Laser schneiden ist erforderlich, um feinere oder komplexere Funktionen zu präsentieren.
Alternativ können kolloidale bildende Techniken mit druckloses Sintern in der Nähe von voller Dichte Teile fertigen, die minimale bis keine Bearbeitung erfordern. Aufgrund mangelnder Druck von außen während der Konsolidierung werden Sintern Hilfsmittel normalerweise das keramische Medium zur Erhöhung der Wirksamkeit der drucklosen Sintern hinzugefügt. Kohlenstoff wird häufig als Sintern Hilfsmittel für B4C5,6,7verwendet. Verschiedenen Kohlenstoffquellen wie Nanopartikel Pulver oder karbonisiert Organics aus Pyrolyse, können verwendet werden. Homogene Verteilung des Kohlenstoffs Hilfe entlang der Korngrenzen Sintern ist ein wichtiger Faktor für den Erhalt der einheitlichen Sintern von B4C. Daher Kohlenstoffgehalt und B4C Partikelgröße sind ebenfalls wichtig und zusammenhängende Faktoren für das Sintern zu hoher Dichte8Teile.
Eines der vielversprechendsten kolloidalen bildenden Techniken für den Erhalt der komplex geformte keramische Bauteile ist Gelcasting. Diese Technik beinhaltet Gießen eine keramische Suspension mit einer organischen Monomer in einer Form, die in Situ polymerisiert um zu handeln als ein Gel9,10,11. Das Gel dient als Bindemittel einen grünen Körper in der Form des Werkzeugs zu bilden, die stark genug, ohne Bruch in nachfolgenden Arbeitsgängen abgewickelt werden. Zuvor können jetzt unmöglich 3D Form Geometrien durch kostengünstige Polymer-basierte additive manufacturing (AM) Techniken wie Stereolithographie (SLA) und fused Deposition modeling (FDM)12hergestellt werden. Die aktuelle Verfügbarkeit von 3D-Druckern eröffnete neue Möglichkeiten für die Gestaltung von Keramik mit sehr komplexen Geometrien.
Negativen additive Manufacturing ist eine Technik, die Gelcasting mit Opfergaben 3D-gedruckten Formen verbindet. Die Komplexität des keramischen Bauteils steht in direktem Zusammenhang mit der Komplexität der Werkzeugkonstruktion. Schimmel-Entwürfe können jetzt unglaublich anspruchsvoll mit dem Aufkommen von hochauflösenden Kunststoff 3D-Drucker werden. 3D Scan-Tools können beispielsweise verwendet werden, zu erfassen eines Individuums Konturen und Formen eingearbeitet werden. Mithilfe von negativen AM können leichte Keramik Rüstungen, abgestimmt auf der individuelle Körpergröße und Form erstellt werden. Solche Design-Anpassungen können leichtere Gewicht Rüstungen mit verbesserten Mobilität für Benutzer bereitstellen.
Andere gemeinsame Keramik AM Techniken wie direkte Tinte schreiben (DIW), Selektives Lasersintern (SLS) und Binder jetten (BJ) auch in der Herstellung komplex geformter Keramikteile wirksam sind. Jedoch die meisten dieser Techniken eignen sich nur für die Herstellung von feinen porösen Strukturen und sind nicht effizient, wenn Skalierung bis zu großen Teilen, wie Rüstung Anwendungen13,14,15,16, 17. Darüber hinaus sind die meisten dieser Techniken nicht machbar für hochvolumige Produktion aufgrund der hohen Kosten. Daher ist negative Uhr eine bevorzugte und relativ kostengünstige Route für Industrie-Ebene Produktion von großen Teilen.
Die B-4C-Suspensionen für Gelcasting verwendet werden niedrige Viskosität und ein Geliermittel und Sintern Hilfe enthalten. Resorcin und Formaldehyd sind für ihre Fähigkeit zur Polykondensation Reaktionen durchlaufen gewählt, Resorcin-Formaldehyd (RF) vernetzt, die hilft, um die B-4C-Teilchen zusammen zu binden. Traditionelle Hydrogele verwendet für Gelcasting beschränken sich auf Formen mit hohlen Kernen aufgrund der hohen inneren Schrumpfung während der Trocknung Prozess18erfahren. Da RF häufig als ein Aerogel verwendet wird, gibt es wenig bis keine Schrumpfung, die erlaubt die Verwendung von mehr kunstvoll geformte Formen. Ein weiterer Vorteil der Verwendung von RF ist, dass die Gelierung Rate gesteuert werden kann, verändern den pH-Wert der Suspension (Abbildung 3). Darüber hinaus können Suspensionen mit Resorcin oder Formaldehyd in vorbereitet werden, erweiterte und separat gespeichert, bis sie bereit sind für den Guss. Am wichtigsten ist, kann die RF-Gel pyrolysiert werden um 50 wt % Kohlenstoff19hinterlassen. Diese äußerst homogene Verteilung des Kohlenstoffs kann helfen, die Verdichtung von B4C in der Nähe von vollständig dichten beim Sintern. 15 Gew.-% der RF relativ Borcarbid wird bei der Formulierung der Suspension zur 7,5 Gew.-% Kohlenstoff nach Pyrolyse der Gussteile zu bieten.
Das übergeordnete Ziel dieser Arbeit ist es, traditionelle Gelcasting Techniken kombiniert werden mit preiswerten 3D Druckfunktionen und eine einzigartige Geliermittel in der Nähe von voller Dichte Borcarbid Teile mit sehr komplexen Geometrien zu erhalten. Neben Keramik kann negative AM auf andere Materialfeldern erstelle ich völlig neue Geometrien-Multimaterial Systeme angewendet werden. Die hier beschriebene Methode baut auf der Arbeit, die in Lu Et al. 8 und zielt darauf ab, ein ausführlicheres Protokoll für die Ergebnisse zu reproduzieren.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
Achtung: Bitte wenden Sie sich an die Sicherheitsdatenblätter (SDB) aller Materialien, und tragen Sie geeignete Schutzausrüstung (PSA) im Umgang mit Materialien vor dem Gießen und Aushärten. Resorcin und Polyethylen Imin bekanntermaßen giftig sein. Formaldehyd ist giftig und karzinogen20. Herstellung von keramischen Suspensionen sollten in chemischen Rauch Hauben oder anderen gut belüfteten Arbeitsumgebungen erfolgen.
(1) negative Additive Fertigung
-
Vorbereitung einer 120 mL Zweikomponenten-Suspension
Hinweis: Eine zweiteilige Suspension wird helfen, verlängern die Haltbarkeit von Suspensionen vor dem Gießen vorbereitet. Eine Suspension (R-Mix) wird die Resorcin-Komponente enthalten, und die (F-Mix) wird die Formaldehyd-Komponente enthalten. Beide Suspensionen werden zusammengemischt werden, eine endgültige Aussetzung zu bilden, die die Gelierung Prozess in Gang setzen wird.- Um die R-Mix zu erstellen, durch das Auflösen von 0,88 g Polyethylen Imin (PEI) im 25,00 g Wasser mit Hilfe einer Rührmaschine beginnen.
- Erstellen Sie einen separate F-Mix, lösen Sie 0,88 g Polyethylen Imin (PEI auf) in 16,83 g Wasser mit Hilfe einer Rührmaschine.
Hinweis: Mit einer Rührmaschine bei 2000 u/min für mindestens einige Minuten erhalten ausreichende Scherkräfte zu helfen, die Viskose PEI, Resorcin und Formaldehyd auflösen und die Borcarbid Partikel auszusetzen. PEI dient als Dispergiermittel für die B-4C-Teilchen - In der R-Mix 12,60 g Resorcin Pulver auflösen. Die Lösung sollte aus einem milchig trüb an eine transparente Lösung nach vollständiger Auflösung des Pulvers aus der Vermischung wenden.
- Die F-Mix 17,03 g Formaldehyd-Lösung hinzu und gewährleisten Sie vollständige Durchmischung zu.
- Inkrementell fügen Sie 5,25 g (12 Stufen bis zum Erreichen von 63,00 g hinzu) Borcarbid Pulver (1500F) in die R-Mix und F-Mix getrennt.
- R-Mix und F-Mix 6,50 g Essigsäure hinzu und gewährleistet vollständige Durchmischung in jedem.
Hinweis: an dieser Stelle die zweiteilige Suspensionen müssen 42 Vol% B4C und sind bereit, für den Guss kombiniert werden oder für eine spätere Verwendung (wenn ausreichend abgedichtet) gespeichert. Beachten Sie, dass wenn die Suspensionen für ~ 1 h oder mehr sitzen, Partikel absetzen auftreten. Sicherstellen Sie, dass die Partikel Nukleinsäuretablette sind durch die Anwendung gründliche Agitation vor der Verwendung der Suspensionen. Außerdem wurden drei verschiedene kommerzielle Chargen von Bor Karbide, 1250F, 1500F und 3000F (benannt nach ihren ungefähren gesiebt Maschengrößen), ursprünglich getestet. Jede Gruppe hat eine unterschiedliche Kornverteilung und 1500F B4C Batch wurde festgestellt, dass um die höchste Sintern Dichte zu erreichen, wie in Lu Et Al. berichtet 8. Essigsäure können auch hinzugefügt werden, bevor die B4C Feststoffe Schritt sowie laden, aber am Ende durch die Begrenzung der Essigsäure Gerüche besser einfache Handhabung bietet.
-
Vorbereitung der 3D gedruckt Formen für den Guss
- Vorbereiten der formengestaltungs in einem Computer aided Design (CAD) Software-Programm.
- Drucken Sie die Formen mit einem Fused Deposition Modeling (FDM) 3D-Drucker mit Acrylnitril-Butadien-Styrol (ABS)-Filamente.
Hinweis: Aceton Dämpfe können zu glätten, die Schimmel-Textur21auf Wunsch verwendet werden. Die empfohlene Düse und Bett Temperaturen sind 240 ° C und 110 ° C. Parameter wie Schichtdicke (0,2 mm), Extrusion Geschwindigkeit und Abkühlgeschwindigkeit sind gewählt, um die Qualität des Teils mit minimalen Verformungen zu optimieren. Dies erfordert einige Trial And Error mit jeweils einzigartigen Drucksystem. Eine Wandstärke von mindestens 1 mm wird empfohlen. Die minimale Strukturgröße beträgt 0,5 mm; Es wird jedoch empfohlen, um nicht zu gehen unter 1 mm. Formen von Lu Et al. 8 sind im Begleitmaterial zum Download online zur Verfügung.
-
Kombination der zweiteiligen Suspension zur Casting Vorbereitung
- Vor dem kombinieren, gründlich Aufrühren (mithilfe eines Wirbel oder Rührmaschine) R-Mix mit den F-Mix individuell an der B4C Partikel sorgen gut ausgesetzt sind.
- Kombinieren Sie die R-Mix und F-Mix um die endgültige Suspension zu erhalten.
Hinweis: Der pH-Wert der kombinierten Suspension 2.8, sollte ca. 30 Minuten Arbeitszeit de-Luft und warf die endgültige Aufhebung vor Beginn Gelierung auftretenden bieten wird. Beginn der Gelierung kann von den starken Anstieg der Viskosität der Suspension beobachtet werden. - Vor dem Gießen, mischen und Auftragen von Vakuum (20-200 mm Hg oder 2,7-27 kPa) auf die endgültige Suspendierung Mischung für ca. 10 Minuten um Luftblasen zu entfernen, ohne das Wasser zu kochen. Dies kann mithilfe einer mitreißenden Platte mit 200-300 u/min mit einem Vakuum Gefäß erreicht werden.
-
Gelcasting
- Gießen Sie die de-ausgestrahlt Suspension sofort in die 3D-gedruckten Formen.
- Legen Sie die Formen in einem verschlossenen Glascontainer um Feuchtigkeitsverlust während des Trocknungsprozesses zu verhindern.
- Ort der verschlossenen Behältnis mit den Formen in den 60-80 ° C Ofen, den heilenden Prozess einzuleiten.
- Lassen Sie die Abgüsse für mindestens 8 Stunden für Teile, die mehrere Zentimeter in der Längenskala oder möglicherweise mehr für größere Formen sind zu heilen.
-
Auflösung der Formen grünkörpern zu erhalten
- Die verschlossenen Behälter mit den Formen aus dem Ofen nehmen und auf Zimmertemperatur abkühlen lassen.
- Fügen Sie genügend Aceton in den Behälter, bis die Form vollständig eingetaucht ist. Die Menge variiert je nach Größe und Volumen des Schimmels verwendet (in der Regel ca. 100 mL Aceton für eine Form, die 50 cm3 Dimension ist).
Hinweis: Dieser Vorgang kann bis zu ca. 2-4 Werktage je nach Kunststoff dauern, die entfernt aufgelöst werden muss. Minimale Agitation von Aceton-Bad oder leicht auf 40 ° C erhitzen kann helfen, den Prozess beschleunigen. Durchführen Sie Vorsicht beim Erhitzen von Aceton Bad, wie es eine brennbare Chemikalien ist und kann explosive mit Luft in bestimmten Bereichen Zusammensetzung - Extrahieren Sie kostenlose Grünkörper aus dem Aceton-Bad nach der ABS-Kunststoff entfernt aufgelöst wird.
Hinweis: Nachdem die RF geheilt ist, kann der Schimmel entfernt aufgelöst werden um eine solide Grünkörper geformt wie eine Negativkopie der Innenform Geometrie zu erhalten. Dieser grüne Körper sollte stark genug, um zu überleben, sanfte und schonende Behandlung in die anschließende Nachbearbeitung Schritte ohne zu brechen. - Legen Sie die grünen Stellen in einem Ofen bei 80 ° C vollständig trocknen und entfernen alle Feuchtigkeit zu gewährleisten.
Hinweis: Die Trocknungszeit variiert je nach Volumen des grünkörpers. Indem man das Teil über Nacht trocknen (> 8 Stunden) ist ausreichend für Grünkörper Größen kleiner als 1000 cm3. Es gibt keinen Schaden zu trocknen.
(2) Karbonisierung
- Nach dem Trocknen, legen Sie jede Grünkörper in einem 2-Zoll Quarzrohr, gesäumt von Graphitfolie und steckte sie in einen Ofen mit fließenden Gas [250 standard Kubikzentimeter Luft (SCCM) bestehend aus 4 wt % H2(g) und 96 Gew.-% Ar(g) erstelle ich einen reduzierenden Atmosphäre während der Pyrolyse Behandlung].
- Die grünen Stellen im Inneren des Ofens bei 5 ° C/min bis 1050 ° C erhitzen und für 3 Stunden halten.
Hinweis: Die Gel-Cast grüne stellen haben 15 Gew.-% der RF im Verhältnis zu den B-4C und liefern etwa 7,5 WT% Carbon nach der Pyrolyse-Verfahren. Dieser Prozess wird ein Großteil der Resorcin-Formaldehyd-Rückstände entfernt und wird den Ofen stark verunreinigen, wenn keine Falle verwendet wird. - Stellen Sie sicher, dass die grünen Körper gleichmäßig dunkler in der Farbe, die auf das Vorhandensein von Kohlenstoff aus der Pyrolyse-Behandlung kommen.
3. Sintern
Hinweis: Nach dem Sintern, die Rauheit der Oberfläche der Proben verbessert gegenüber leicht die Oberflächenrauhigkeit der Schimmelpilze verwendet. Dies ist eine Folge der 57-58 Vol % Schrumpfung der Samples von Sintern.
- Legen Sie die verkohlte Teile in einem Graphit-Ofen mit Vakuum hinterfüllt fließt Heliumgas (420 SCCM) für das Sintern. 280 SCCM zu den Fenstern vorne und Pyrometer und 140 SCCM direkt in die Probenkammer mit einem Eingangsdruck von ~ 170 kPa anwenden.
- Heizen Sie des Ofens auf 2290 ° C (20 K/min bis 2000 ° C dann 3 K/min bis 2290 ° C auf) und halten Sie für 1 Stunde, um optimale Verdichtung der Teile zu erreichen.
Hinweis: Archimedes-Dichte ist eine häufige und schnelle Technik, um die Dichte der gesinterten Borcarbid Teile zu messen. Archimedes-Dichte-Kits können auf Analysewaage Waage hinzugefügt werden, um die Dichte von Proben oder manuell Messen22bestimmt. Borcarbid mit 7,5 WT% Carbon haben eine theoretische maximale Dichte (TMD) von 2,49 g/cm3. Teile gesintert bei 2290 ° C aus dieser Methodik führt 2,43 ± 0,01 g/cm3 die 97,6 ± 0,4 % TMD.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Nach dem beschriebenen Verfahren (Abbildung 1) können komplex geformte Borcarbid Teile mit Carbon (B4C/C) bis zu 97,6 ± 0,4 % der theoretischen Dichte max mit einer Vickers-Härte von 23,0 ± 1,8 GPa8gesintert werden. Einige mögliche Beispiele für Sinterformteile B4C/C gezeigt (Abbildung 2). Diese Beispiele zeigen feine strukturellen Eigenschaften, die durch die Gelcasting-Technik kopiert werden können. Dies ist vorteilhaft für die Erstellung von Bauteilen, die präzise mesoskaligen Funktionen erfordern. Rheologie der letzten B4C Suspension wurde für verschiedene pHs ermittelt. Eine pH 2,8-Suspension wurde als die niedrigste Viskosität über 20 Minuten mischen, Entlüftung und Casting (Abbildung 3) wird gemessen.
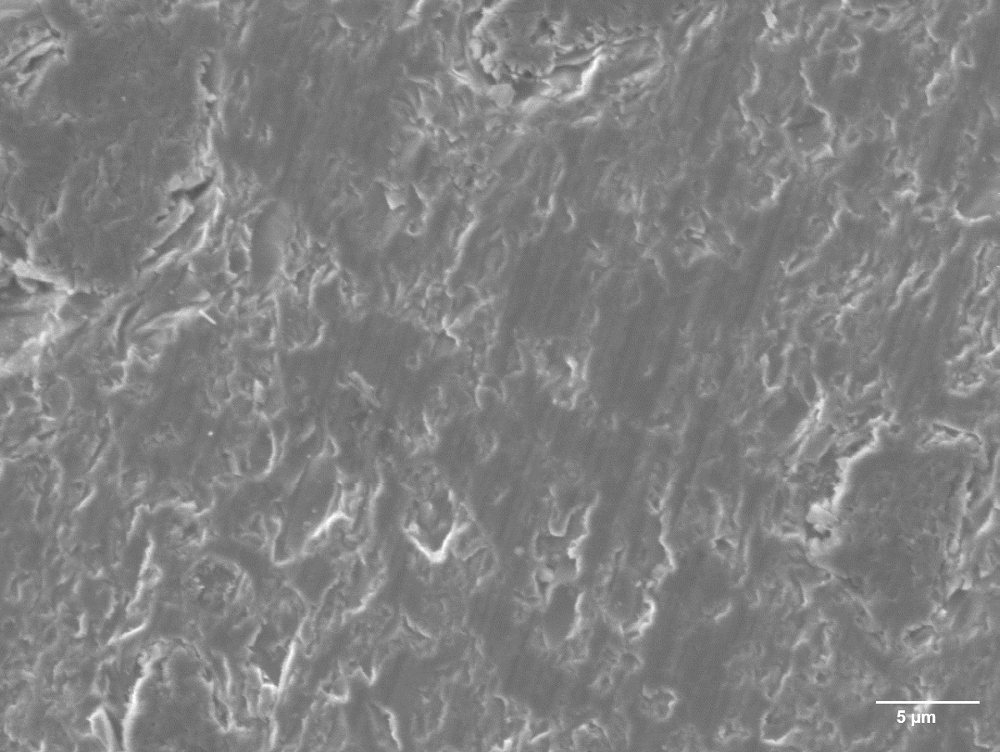
Rasterelektronenmikroskopie weiter darauf hingewiesen, dass einheitliche Netzwerke von Kohlenstoff auf der B-4C-Teilchen nach der Pyrolyse von RF (Abbildung 4A und 4 b) beschichtet sind. Nach dem Casting und Post-Hitze Behandlungsschritte, Charakterisierung mittels Röntgendiffraktometrie (XRD) die Entwicklung der Kohlenstoff als Graphit (Abbildung 4) bestätigt. Mikrostrukturelle Bild einer voll gesinterte Borcarbid-Probe ergab niedrige Porosität im letzten Teil, die höchst wünschenswert ist (Abbildung 5).

Abbildung 1 : Darstellung von negativen AM Gesamtprozess zur Herstellung von high-Density-komplex geformte Bor Karbide. Dieser Schaltplan bietet einen schrittweisen Überblick über den gesamten Fertigungsprozess von 3D-Druck des Werkzeugs zu Sintern der keramischen Schlussrunde. Diese Zahl wurde mit freundlicher Genehmigung von Lu Et Al. modifiziert 8. Bitte klicken Sie hier für eine größere Version dieser Figur.

Abbildung 2 : Sintered komplex geformte B 4 C/C-Teile mit > 97 % Dichte von negativen Uhr vorbereitet. (a) Gyroid; (b) Keltischer Knoten; (c) kubische Gitter. Der strukturelle Unterschied für jede Form ist aufgrund der Unterschiede in der Qualität der 3D-gedruckten Formen verwendet (dunklen schwarzen Bereiche sind Kohlenstoff-Rückstände auf der Oberfläche nach der Pyrolyse der Schimmelpilze und abgerieben werden kann). Diese Zahl wurde mit freundlicher Genehmigung von Lu Et Al. modifiziert 8. Bitte klicken Sie hier für eine größere Version dieser Figur.

Abbildung 3 : Rheologie der endgültigen B4C Suspension. (a) komplexe Viskosität als Funktion der Zeit unterschiedlichen pH Abhängungen B4C mit Resorcin-Formaldehyd. Verdickung ist definiert als die Viskosität bei 1 Pa∙s. (b) Zeit, Verdickung für die unterschiedlichen pH-Suspensionen zu erreichen. Diese Zahl wurde mit freundlicher Genehmigung von Lu Et Al. modifiziert 8. ein Rheometer mit angehängten parallelen kreisförmigen Platten bei einer Konstanten 30 % Belastung und 1 Hz Schwingungsfrequenz wurde verwendet, um komplexe Viskosität zu messen. Alle Proben wurden bei Raumtemperatur mit Ausnahme einer pH 2,8 Probe gemessen, wo die Umgebungstemperatur Kammer im Gerät verwendet wurde, um sorgen für Wärme (16,2 ° C/min) bis 80 ° C erreicht wurde. Bitte klicken Sie hier für eine größere Version dieser Figur.

Abbildung 4 : Raster-Elektronen-Mikroskopie und XRD wurden verwendet, um das Vorhandensein von Kohlenstoff-Netzwerk innerhalb der Borcarbid-Matrix nach RF gel Pyrolyse zu identifizieren. Borcarbid 1500F Teilchen (a) ohne Kohlenstoff Beschichtung und (b) mit 7,5 wt % Kohlenstoff Beschichtung werden angezeigt. (c) XRD unterschiedliche thermische Behandlung Stadien der B4C gegossen. Diese Zahl wurde mit freundlicher Genehmigung von Lu Et Al. modifiziert 8. XRD Spektren wurden auf einer Röntgen-Diffraktometer gesammelt. Proben wurden auf ein fimo montiert und flach dem Erdboden gleichgemacht. LynxEye 1-dimensionalen linearen Si Streifen Detektor wurde mit einer Variable Divergenz Spalt von 6 mm und eine 0,5 ° Anti-Streuung Schlitz verwendet. Die Quelle war Ni-Filter Cu Strahlung (λ = 1.5406 Å) aus einem versiegelten Röntgenröhre betrieben um 40 kV und 40 mA. Die Quelle und Detektor wurden trat zusammen mit festen Winkeln aus der Probe mit einem kombinierten 2θ gescannt von 20-80° mit einer Rate von 0,02 ° / s. Post-processing Algorithmen aus der XRD-Analyse-Software wurden verwendet, um entfernte Beiträge von Hintergrundgeräuschen zu Streifen und die K-Alpha 2 Strahlung. Ein Rasterelektronenmikroskop bei 10,0 wurde kV Spannung auf Sekundär-Elektronen-Modus zu beschleunigen, Bild der B4C Partikel verwendet. Bitte klicken Sie hier für eine größere Version dieser Figur.

Abbildung 5 : Ein Sägeschnitt Querschnittsfläche einer 2290 ° C gesinterte 1500F Borcarbid Probe bei ~ 97 % Dichte. Diese Zahl wurde mit freundlicher Genehmigung von Lu Et Al. modifiziert 8. Bitte klicken Sie hier für eine größere Version dieser Figur.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Die Methode des negativen additive Manufacturing im Protokoll beschrieben ermöglicht komplex geformte Borcarbid Teile bei fast voller Dichte produziert werden, nach dem Sintern bei einer optimalen Temperatur von 2290 ° C. Der erste Schritte im Zusammenhang mit der Vorbereitung und Casting sind die wichtigsten für die Erzeugung von qualitativ hochwertigen Stimmen mit minimalen Mängeln. Wenn die Viskosität der Suspension zu hoch ist, treten Armen mischen. Die Porosität des gesinterten Teils ist auch betroffen, da erhöhte Viskosität Luftentfernung Blase behindert. Wenn die endgültige Aufhebung im Leerlauf gesessen hat zu lange nach dem Mischen und Entlüftung, wird die Erhöhung der Viskosität für die Abfüllung in kleinen Hohlräumen in unregelmäßig geformte 3D-gedruckten Schimmel problematisch sein.
Ein weiterer Punkt zu beachten ist, dass Stoke Effekt in der wässrigen Suspensionen Beilegung des. Wenn die Viskosität der Suspension niedrig genug nach dem Gießen ist und nicht sofort geheilt, Borcarbid Partikel in den Suspensionen absetzen werden, verursacht ein Konzentrationsgradient in den grünen stellen. Unsachgemäß werden Gussteile mit höheren Schrumpfung an der Spitze im Vergleich zu der Unterseite während des Sinterns verformen. Um dieses Problem zu beheben, können Borcarbid mit multi-modale partikelgrößenverteilungen genutzt werden, um ungleichmäßige Schrumpfung Probleme beim Sintern zu minimieren. Die Gelierung bei RF, die stark abhängig von der pH-Wert und die Temperatur der Mischung ist, ist ein weiterer wichtiger Faktor zu betrachten. Höheren pH-Wert und Temperaturen entsprechen schneller Polymerisation Kinetik, die als eine Erhöhung der Viskosität der Suspension beobachtet wird. Verringerung den pH-Wert von Suspensionen kann für längere Arbeitszeit während des Castings und auch für die Heilung um als thermische Set sofort eingeleitet werden.
Obwohl negative Uhr eine leicht skalierbare Technik für hochvolumige Produktion großer Komplex geformte Teile ist, ist diese Methode in der Herstellung von Kleinstteilen begrenzt. Grüne stellen alle keramischen Würfe haben eine grüne Eigenfestigkeit. Die grüne Kraft für ein Gussteil wird schwach sein, wenn die Abmessungen klein genug sind. Zum Beispiel einen grünen Körper weniger als 1 mm dick aus der internen Schrumpfung leicht brechen wird betont, dass während der Aushärtung nach dem Gießen im Vergleich zu einem Grünkörper, die größer als 10 mm dick ist. Daher sind das Formmaterial Elastizität und Steifigkeit wichtige Parameter, da höhere Schwindung Belastungen auftreten werden, wenn eine steifere Form, durch thermische Ausdehnung des Werkzeugs aus der Wärmebehandlung von 80 ° C verwendet wird. Wir haben gezeigt, dass relativ weiche Formen wie Hexandiol Diacrylate (HDDA) verwendet werden können, um hochgeordnete Gitter mit ~ 100 µm Strukturgrößen ohne Bruch und zur Erstellung von mesoskaligen Composites8,23zu produzieren.
Zusammenfassend ist negative Uhr eine einfache Technik, die verbindet Gelcasting mit preiswerten Kunststoff 3D-Druck, komplexe keramische Formteile zu produzieren. Der Vorteil der hier beschriebene Methodik ist seine Fähigkeit, Skala für hohe Stückzahlen und kostengünstig. Zukünftige Arbeit gehören höhere B-4C-Feststoffe laden in Suspensionen, Schrumpfung beim Sintern zu begrenzen. Mechanische Prüfung ist auch im Gange, die Festigkeitseigenschaften dieser Materialien zu bewerten. Dennoch beschränkt negative AM sich nicht nur die Materialien und Systeme, die in diesem Protokoll dargestellt. Verschiedenen Geliermittel und 3D-gedruckten Formen aus anderen AM Techniken oder Materialien können auch verwendet werden. Z. B. Franchin Et al. 24 poröse Opfer Vorlage Formen mit Polyactic Säure (PLA) mit Geopolymeren als anorganische Komponente erstellt. Diese PLA-Opfer-Vorlagen können thermisch entfernt werden, wenn gewünscht24. Die allgemeine Vorgehensweise beschrieben in diesem Protokoll lassen sich daher, zu einer großen Domäne von Materialien, anwenden die eröffnen neue Möglichkeiten für die Masse der komplex geformte Keramik, Metall und anderen Verbundsysteme.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
Die Autoren haben nichts preisgeben.
Acknowledgments
Diese Arbeit wurde unter der Schirmherrschaft des US-Department of Energy von Lawrence Livermore National Laboratory unter Vertrag DE-AC52-07NA27344 durchgeführt. IM release LLNL JRNL 750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}