


Summary
Метод, называемый отрицательный аддитивного производства используется для производства вблизи полностью плотной сложной формы из карбида бора частей различных длина шкалы. Этот метод возможен через разработку Роман подвеска с участием резорцин формальдегидная как уникальный желатинизирующий агент, который оставляет позади однородных углерода спекания помощи после пиролиза.
Abstract
Карбид бора (B4C) является одним из трудных материалов в существовании. Однако этот привлекательный отель также ограничивает его machineability в сложные формы для высокую износостойкость, высокая твердость и легкий материал приложений, таких как броня. Для преодоления этой проблемы, негативные аддитивного производства (AM) используется для производства сложных геометрий Карбиды бора в различных масштабах длины. Отрицательный AM впервые включает в себя gelcasting подвеска в 3D-печатных пластиковых плесень. Плесень затем растворяется прочь, оставляя позади зеленое тело как копия отрицательные. Смолы резорцин формальдегидные (RF) используется как Роман желеобразователь, потому что в отличие от традиционных гидрогели, есть практически нет усадки, которая позволяет чрезвычайно сложной формы для использования. Кроме того этот желатинизирующий агент может быть pyrolyzed оставить позади ~ 50 wt % углерода, который является весьма эффективным спекания помощи B4C. из-за этого очень равномерное распределение в situ углерода в рамках матрицы B4C, менее 2% пористости может быть достигнуто после спекания. Этот протокол подробно освещаются методологии для создания вблизи части полностью плотной карбид бора с весьма сложной геометрией.
Introduction
Карбид бора (B4C), с Vickers твердость около 38 ГПД, известен как третий наиболее коммерчески доступных материалов, за алмаз (~ 115 ГПД) и кубического нитрида бора (~ 48 ГПД). Это особое свойство, наряду с низкой плотностью (2.52 g/см3), делает его привлекательным для приложений обороны например доспехов1. B4C также имеет высокую температуру плавления, превосходной износостойкостью и высокой нейтронного поглощения крест раздел2,3,4. Однако использование этих благоприятных механических свойств обычно требует B4C для спекания до высокой плотности. Горячее Прессование является традиционным методом для спекания B4C к полной уплотнения. Эта техника часто ограничивается простых геометрий с ограниченной кривизны и довольно равномерное толщины. Дорогостоящей и трудоемкой обработки с Поликристаллический алмаз инструмента или лазерной резки требуется ввести тонкой или более сложные функции.
В качестве альтернативы коллоидное формирования методы с давлением менее спекания может производить почти полной плотности частей, которые требуют минимальной без обработки. Из-за отсутствия внешнего давления во время консолидации спекания СПИДа обычно добавляются к керамической среднего для повышения эффективности электромагнитную спекания. Углерода обычно используется как спекания помощи для B-4C-5,-6,-7. Могут использоваться различные источники углерода, например наночастиц порошков или обугленный organics от пиролиза. Однородное распределение углерода, спекание помощи вдоль границ зерна является важным фактором для получения единообразных спекания B4C. Таким образом концентрация углерода и размер частиц4C B также являются важными и взаимосвязанными факторами для спекания частей для высокой плотности8.
Одним из наиболее перспективных коллоидных формирования методы для получения сложных фасонных керамических деталей является gelcasting. Этот метод включает в себя приведение керамическая подвеска с органических мономера в форму, которая polymerizes в situ действовать как гель9,10,11. Геля служит связыватель сформировать зеленое тело в форме плесень, что достаточно сильны, чтобы быть обработаны без обрыва в следующие этапы обработки. Ранее невозможным 3D формы геометрии теперь могут производиться через лоу кост на полимерной основе Аддитивные производства (AM) методы, такие как стереолитографии (SLA) и плавленый осаждения моделирования (FDM)12. Последние наличие 3D принтеры открыла новые возможности для проектирования керамики с весьма сложной геометрией.
Отрицательный аддитивного производства — это метод, который сочетает в себе gelcasting с жертвенным 3D-печатные формы. Сложность керамические части напрямую связана с сложности формы дизайна. Форма конструкции теперь может быть невероятно сложные с появлением пластиковых 3D принтеры высокого разрешения. Например трёхмерного сканирования инструментов может использоваться для захвата индивидуума контуры и включены в формы. С помощью отрицательных утра, могут создаваться легкий керамическая броня, с учетом размера тела и формы личности. Такой дизайн настроек может предоставить легкие доспехи вес повышения мобильности для пользователей.
Другие общие керамические AM методы, такие как прямые чернила написать (DIW), селективного лазерного спекания (SLS) и вяжущего, струйная (BJ), также эффективны в производстве сложных фасонных керамических деталей. Однако большинство из этих методов только полезны для производства тонкой пористой структуры и не являются эффективными при масштабировании до больших частей, таких как броня приложения13,14,,1516, 17. Кроме того, большинство из этих методов не возможны для высоких объемов производства из-за высоких затрат. Таким образом негативные AM является предпочтительным и относительно недорогой маршрут для промышленного производства крупных деталей.
B4C суспензий, используемых для gelcasting должна быть низкой вязкости и содержат желеобразователь и спекания помощи. Резорцин и формальдегида выбраны за их способность пройти реакции поликонденсации сформировать сеть резорцин формальдегидные (RF), которая помогает связать4C частицы B вместе. Традиционные гидрогели, используемые для gelcasting ограничены прессформы с полой ядер благодаря высокой внутренней усадка, опытный во время сушки процесса18. Так как RF обычно используется как аэрогель, есть практически нет усадки, которая позволяет использовать более сложной формы плесени. Еще одно преимущество использования РФ является, что уровень гелеобразования может контролироваться путем изменения рН суспензии (рис. 3). Кроме того суспензии, содержащие резорцин или формальдегида могут готовиться в передовых и хранятся отдельно, пока они не готовы для литья. Самое главное гель РФ может быть pyrolyzed оставить позади 50 wt % углерода19. Это очень равномерное распределение углерода может помочь уплотнение B4C к почти полной плотности при спекании. 15 wt % РФ относительно карбид бора используется в разработке подвески для предоставления 7,5 wt % углерода после пиролиза литых деталей.
Общая цель этой работы заключается в том, сочетать традиционные gelcasting методы с недорогой 3D возможности печати и уникальный желеобразователь получить почти полной плотности частей карбид бора с весьма сложной геометрией. Кроме керамики отрицательные AM может применяться для других материальных полей для создания совершенно новой геометрии мульти материальных систем. Методике, описанной здесь расширяется на работы, представленные в Lu et al. 8 и направлен на обеспечение более подробный протокол для воспроизведения этих результатов.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
Предупреждение: Пожалуйста проконсультироваться с листы данных безопасности (ИКБ) всех материалов и носить надлежащего защитного оборудования (СИЗ) при обработке материалов до литья и лечить. Резорцин и полиэтилена Имин известны как токсичные. Формальдегид является токсичных и канцерогенных20. Подготовка керамики суспензий должно быть сделано в химических вытяжных или других правильно вентилируемом рабочих средах.
1. негативные Аддитивные производства
-
Подготовка 120 мл суспензии двух частей
Примечание: Двух частей подвески будет готов помочь продлить срок годности суспензии до литья. Один подвеска (R-mix) будет содержать компонент резорцин, и другие (F-микс) будет содержать компонент формальдегида. Обе суспензий будут смешаны вместе сформировать окончательный подвеска, которая будет инициировать процесс гелеобразование.- Чтобы создать R-mix, начните путем растворения 0,88 г Имин полиэтилена (PEI) в 25.00 g воды с помощью планетарные смесители.
- Чтобы создать отдельный F-микс, растворяют 0,88 г Имин полиэтилена (PEI) в 16.83 g воды с помощью планетарные смесители.
Примечание: Использование планетарный смеситель при 2000 об/мин для по крайней мере несколько минут обеспечит достаточные сдвига силы помочь распустить вязкой PEI, резорцин и формальдегид и приостановить частиц из карбида бора. PEI служит диспергатор для частицы B4C - Растворяются 12,60 гр порошка резорцин в R-mix. Решение следует обратиться прозрачный раствор от облачно белая после полного растворения порошка от смешивания.
- Добавление F-микс 17,03 г раствора формальдегида и обеспечить полное смешивание.
- Постепенно добавьте 5,25 g (12 шагом до достижения 63.00 г) порошка из карбида бора (1500F) в F-микс, так и R-mix отдельно.
- Добавьте 6,50 g уксусной кислоты в R-mix и F-микс и обеспечить полное смешивание в каждом.
Примечание: на данный момент, двух частей подвески будет иметь 42 vol % B4C и готовы быть объединены для литья или хранить для будущего использования (если должным образом опечатаны). Помните, что если суспензий сидеть на ~ 1 час или более, частица урегулирования будет происходить. Убедитесь, что частицы являются высокомобильна применяя тщательную агитации перед использованием суспензий. Кроме того три различных коммерческих партий Карбиды бора, 1250F, 1500F и 3000F (названный согласно их приблизительное фильтруют сетки размерами), первоначально были протестированы. Каждый пакет имеет разные гранулометрический состав, и пакете4C B 1500F был найден для достижения высоких спекания плотность, как сообщалось в Lu et al. 8. уксусной кислоты также могут быть добавлены до загрузки шаг также твердые4C B, но добавление в конце предлагает лучшую легкость обработки, ограничивая запах уксусной кислоты.
-
Подготовка 3D печатных форм для литья
- Подготовка формы дизайна программы автоматизированного проектирования (CAD).
- Печать формы с помощью моделирования плавленый осаждения (FDM) 3D-принтер с Акрилонитрил бутадиен стирола (ABS) нитями.
Примечание: Ацетон паров может использоваться для сглаживания плесень текстуры, при желании21. Предлагаемые сопла и кровати температуры являются 240 ° C и 110 ° C, соответственно. Такие параметры, как толщина слоя (0,2 мм), скорость экструзии и скорость охлаждения выбираются для оптимизации качества части с минимальной деформации. Это требует некоторых проб и ошибок с каждой системой уникальный принтера. Рекомендуется иметь толщину не менее 1 мм. Минимальным размером является 0,5 мм; Однако предложено не опускается ниже 1 мм. формы от Лу и др. 8 доступны для скачивания онлайн в пояснительные материалы.
-
Сочетание двух частей подвески подготовить для литья
- До объединения, тщательно агитировать (с помощью вихревого или планетарный смеситель) R-микс с F-микс суспензий индивидуально для обеспечения B4C частицы хорошо приостановлено.
- Совместить R-mix и F-микс для получения окончательного подвеска.
Примечание: pH Комбинированная подвеска должна быть 2.8, который будет обеспечивать около 30 минут рабочего времени для исключения из воздуха и бросили окончательное приостановление начала происходит гелеобразование. Начала гелеобразования можно наблюдать от резкого увеличения вязкости суспензии. - Перед заливкой, смешайте и нанесите вакуума (20-200 мм.рт.ст или 2.7-27 кПа) в окончательном подвеска смесь для около 10 минут, чтобы удалить пузырьки воздуха без кипячения воды. Это достигается с помощью перемешивания пластины на 200-300 об/мин с вакуумной банку.
-
Gelcasting
- Сразу же влить де эфире подвеска в 3D-печатные формы.
- Место формы внутри закрытой стеклянной посуде для предотвращения потери влаги во время процесса сушки.
- Место запломбированном контейнере с формы в 60-80 ° C духовке, чтобы инициировать процесс вулканизации.
- Разрешить отливок для лечения по крайней мере 8 часов для частей, которые являются несколько сантиметров в длину шкалы или возможно больше для более крупных пресс-форм.
-
Растворение формы для получения зеленого органы
- Удаление запломбированном контейнере с формы из духовки и дайте ему остыть до комнатной температуры.
- Добавьте достаточно ацетона в контейнер до тех пор, пока полностью submersed плесень. Сумма будет варьироваться в зависимости от размер и объем используемых плесень (обычно ~ 100 мл ацетона для плесени, что 50 см3 в измерении).
Примечание: Этот процесс может занять до 2-4 дней в зависимости от объема пластика, который должен быть распущен прочь. Минимальная агитации Ванна ацетон или нагревая его слегка до 40 ° C может помочь ускорить этот процесс. Выполнение осторожность при нагревании ацетон Ванна, как это легковоспламеняющиеся химических и могут стать взрывоопасным в сочетании с воздухом в определенных диапазонах композиции. - Извлечь бесплатно зеленое тело из ацетона ванна после ABS-пластика растворяется прочь.
Примечание: После того, как вылечить РФ, плесень может быть распущен прочь для получения твердого тела зеленой форме как копия негативные внутренние формы геометрии. Это зеленое тело должно быть достаточно сильны, чтобы выжить, нежная и щадящая обработка в последующих шагов постобработки без ломки. - Место зеленый органы в духовке при температуре 80 ° C для обеспечения полного высыхания и удаление всех влаги.
Примечание: Время сушки варьируется в зависимости от объема зеленый тела. Оставив часть для высыхания на ночь (> 8 часов) является достаточным для размеров зеленый тела меньше, чем 1000 см3. Нет никакого вреда в чрезмерного высыхания.
2. цементация
- После высыхания, место каждого зеленое тело в 2-дюймовый кварцевая трубка, выстроились с графит фольгой и поместите их в печи с проточной газ [250 стандартный кубический сантиметр воздуха (SCCM) состоящий из 4 wt % H2(g) и 96 wt % Ar(g) для создания сокращение атмосферу во время Пиролиз лечение].
- Тепла зеленый органы внутри печи на 5 ° C/мин до 1050 ° C и удерживайте в течение 3 часов.
Примечание: Гель литой зеленый органы будут иметь 15 wt % РФ относительно B4C и будет обеспечивать около 7,5 wt % углерода после процесса пиролиза. Этот процесс удаляет большую часть резорцин формальдегидная остатков и сильно загрязняют печь, если используется не ловушка. - Убедитесь, что зеленый органы выходят равномерно темне в цвете, указывающих на наличие углерода от лечения пиролиза.
3. спекания
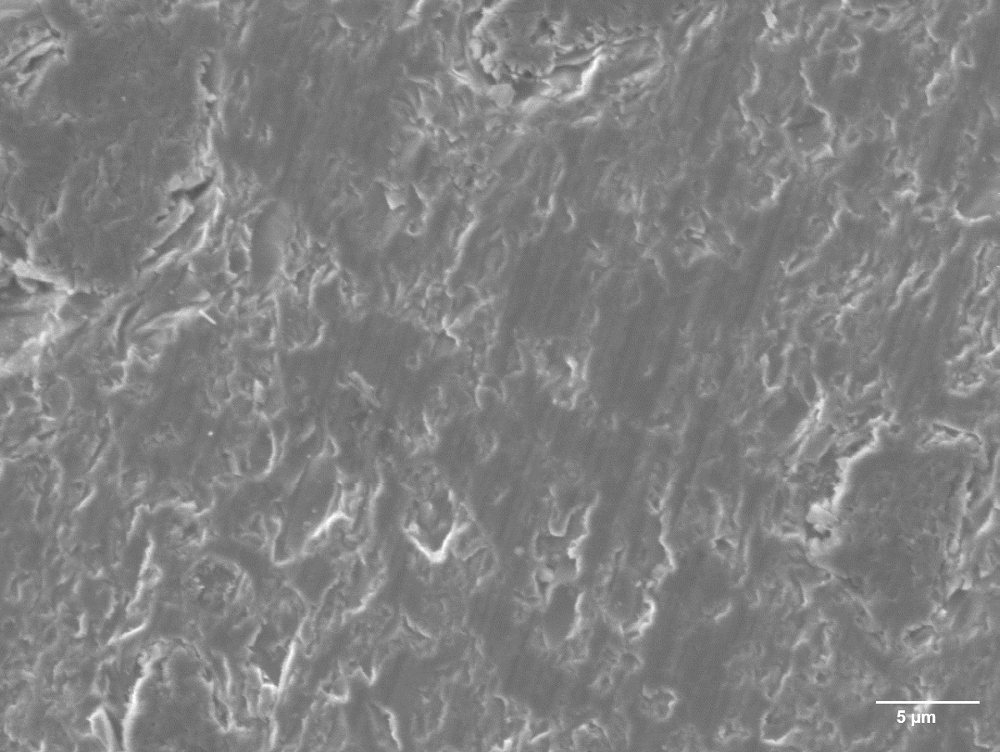
Примечание: После спекания, шероховатость поверхности образцов улучшится незначительно по сравнению с шероховатость поверхности формы, используемые. Это является следствием 57-58 vol % усадки образцов от спекания.
- Место обугленный частей в графит печи с вакуумной засыпана течет гелия (420 SCCM) для спекания. Примените 280 SCCM на фронт и пирометр Windows и 140 SCCM непосредственно в камеру образец с давлением на входе ~ 170 кПа.
- Нагревают в печи до 2290 ° C (20 K/мин до 2000 ° C затем 3 K/мин до 2290 ° C) и удерживайте в течение 1 часа, чтобы достичь оптимального уплотнения частей.
Примечание: Архимед плотность является общей и быстрый метод для измерения плотности частей спеченный карбид бора. Архимед плотность комплекты могут быть добавлены на весы аналитические весы для измерения плотности образцов или вручную определены22. Карбид бора с 7,5 wt % углерода будет иметь теоретической максимальной плотности (ТВД) 2.49 г/см3. Частей, спеченных при 2290 ° C от этой методологии приведет к 2,43 ± 0,01 г/см3 97.6 ± 0,4% ПРО ТВД.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
После изложил процедуры (рис. 1) может спеченные детали сложной формы из карбида бора с углерода (C/C4B) до 97,6 ± 0,4% теоретической плотности Макс твердостью Белогурова 23.0 ± 1,8 гПа8. Демонстрируются несколько возможных примеров спеченные B4C/C частей (рис. 2). Эти примеры показывают тонкой текстурные функций, которые могут быть скопированы методом gelcasting. Это выгодно для создания частей, которые требуют точного мезомасштабных особенностей. Реология окончательное приостановление C4B было определено для различных pHs. РН 2.8 подвеска была измерена как имеющие низкий вязкости для более чем 20 минут, которая является достаточной для смешивания, де проветривания и литья (рис. 3).
Далее растровая электронная микроскопия указали, что единый сетей углерода покрыты на частицы B4C после пиролиза РФ (Рисунок 4A и 4B). После литья и после теплового лечения шаги, характеристик с использованием рентгеновской дифракции (XRD) подтвердил, что эволюция углерода графита (рис. 4 c). Микроструктурных изображение полностью спеченный карбид бора образца показали низкую пористость в заключительной части, которая является весьма желательным (рис. 5).

Рисунок 1 : Изображение всего негативные AM процесса для производства высокой плотности сложные Карбиды бора в форме. Эта схема обеспечивает пошаговый обзор всего изготовления процесса, от 3D печать пресс-формы для спекания финальной керамические части. Эта цифра была изменена с разрешения Лу и др. 8. пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.

Рисунок 2 : Спеченные сложные формы B 4 C/C части с > 97% плотность, приготовленный из негативных AM. (a) Gyroid; (b) кельтский; (c) кубической решёткой. Незначительные текстурные разница для каждой фигуры из-за различия в качестве 3D-печатные формы, используемые (темный черный регионы являются углерода остатков слева на поверхности после пиролиза формы и может быть стер). Эта цифра была изменена с разрешения Лу и др. 8. пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.

Рисунок 3 : Реология окончательное приостановление B4C. () комплекс Выкостность как функцию от времени для различных рН суспензии с B4C и резорцин формальдегидная. Утолщение определяется как вязкость 1 Pa∙s. (b) время до сгущения для различных рН суспензии. Эта цифра была изменена с разрешения Лу и др. 8. Реометр с вложенных параллельных круглых пластин на 1 Гц напряжение и частота колебаний 30% постоянно был использован для измерения сложных вязкости. Все образцы были измерены при комнатной температуре за исключением одного образца рН 2.8, где камеры температуры окружающей среды в инструмент был использован для обогрева (16,2 ° C/мин) до 80 ° C. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.

Рисунок 4 : Сканирование электронной микроскопии и XRD были использованы для определения присутствия сети углерода в матрице карбида бора после РФ геля пиролиза. Бор-карбидная 1500F частицы () без покрытия углерода и (b) с 7,5 wt % углерода покрытием показываются. (c) XRD термической обработки различных этапов B4C литой. Эта цифра была изменена с разрешения Лу и др. 8. Дифракционные спектры были собраны на рентгеновский дифрактометр. Образцы были смонтированы на полимерной глины и выровняли плоской. LynxEye 1-мерных линейных Si газа детектор был использован с переменной расхождение щель 6 мм и 0,5 ° против точечной щель. Источник был Ni фильтр Cu излучения (λ = 1.5406 Å) от запечатанного Рентгеновская трубка работали на 40 кв и 40 мА. Источник и детектор были шагнуло отсканировать вместе в фиксированных углов от образца с комбинированным 2θ 20-80°, в размере 0,02 ° / s. постобработки алгоритмов от программного обеспечения анализ XRD были использованы обнажать прочь взносы от фонового шума и 2 K-альфа излучения. Сканирующий электронный микроскоп на 10,0 кв, ускоряющее напряжение на средних электрона режим был использован для изображения B4C частиц. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.

Рисунок 5 : Распил поперечного сечения поверхности образца карбид бора спеченным 1500F 2290 ° C ~ 97% плотности. Эта цифра была изменена с разрешения Лу и др. 8. пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Методология негативных аддитивного производства, указанных в протоколе позволяет сложные фасонные из карбида бора части производится на почти полную плотность после спекания при оптимальной температуре 2290 ° C. Первые несколько шагов, связанных с подготовкой и литья являются наиболее важными для создания высококачественной литой с минимальными дефектами. При слишком высокой вязкости суспензии, плохого смешивания будет происходить. Пористость спеченных часть также пострадавших, поскольку препятствует увеличению вязкости пузырь Удаление воздуха. Если окончательное приостановление сидел простоя для слишком длиной после смешивания и проветривания де, увеличение вязкости будет проблематичным для заполнения мелких полостей в неправильной формы 3D-печатные формы.
Еще один вопрос, чтобы быть в курсе есть сток в урегулировании эффект в водной суспензии. Если вязкость подвеска является достаточно низкой после литья и вылечить не сразу, карбид бора частиц в суспензиях осядет, вызывая градиента концентрации в зеленый органах. Неправильно будет деформировать литых деталей, с более высокой усадки в верхней части, по сравнению с нижней при спекании. Для исправления этой проблемы, карбид бора с распределением размера мульти-модальных частиц может использоваться для минимизации проблем неоднородной усадки при спекании. Уровень гелеобразования РФ, который в значительной степени зависит от рН и температуры смеси, является еще одним важным фактором для рассмотрения. Высокий рН и температуры соответствуют быстрее кинетика полимеризации, которая будет наблюдаться увеличение вязкости суспензии. Снижение рН суспензии позволяет на более длительное время работы во время отливки, а также для лечения мгновенно начать как тепловой набор.
Хотя отрицательные AM легко масштабируемый метод для высоких объемов производства больших сложных фасонных частей, этот метод ограничен в производстве миниатюрных частей. Зеленые органы всех керамических отливок имеют присущие Зеленая сила. Зеленая сила литые части будет слабым, если размеры достаточно малы. К примеру зеленое тело менее толщиной 1 мм будет легко сломаться от внутреннего усадка подчеркивает во время процесса отверждения после литья, по сравнению с зеленое тело, это больше, чем 10 мм толщиной. Таким образом упругость и жесткость материала плесени являются важными параметрами, поскольку выше подчеркивает усадка будет происходить, если используется жесткая форма, вследствие теплового расширения плесени от 80 ° C термической обработки. Мы продемонстрировали, что сравнительно мягкие формы например гександиол diacrylate (HDDA) может использоваться для производства очень упорядоченной решетки с ~ 100 мкм функция размеров без обрыва и для создания мезомасштабных композиты8,23.
В заключение негативные AM это простой метод, который сочетает в себе gelcasting с недорогих пластиковых 3D печать, производить сложные формы керамических деталей. Преимущество по методике, описанной здесь является его способность масштаба вверх для высоких объемов производства во время экономически эффективным. Будущая работа будет включать в себя выше B4C нагрузки твердых частиц, в суспензиях ограничить усадки при спекании. Механические испытания также проводится для оценки прочностных свойств этих материалов. Тем не менее негативные AM не ограничивается только материалов и систем, представленных в настоящем Протоколе. Могут также использоваться различные гелеобразующего агентов и 3D-печатные формы от других методов AM или материалы. К примеру, Franchin и др. 24 создан пористых жертвенных шаблон формы с polyactic кислотой (НОАК) с помощью geopolymers как неорганических компонентов. Эти PLA жертвенных шаблоны могут быть термически удалены при желании24. Таким образом общий метод, описанный в настоящем Протоколе может применяться к домену обширные материалы, которые откроют новые возможности для массового развития сложной формы керамики, металлов и других композитных систем.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
Авторы не имеют ничего сообщать.
Acknowledgments
Эта работа была выполнена под эгидой министерства энергетики США Ливерморской национальной лаборатории по контракту де-AC52-07NA27344. IM-релиз LLNL-JRNL-750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}