


Summary
Se utiliza un método llamado negativo fabricación aditiva para producir cerca de piezas de carburo de boro forma complejos completamente denso de varias escalas de longitud. Esta técnica es posible a través de la formulación de una nueva suspensión con resorcinol-formaldehído como un único agente gelificante que deja atrás un carbono homogéneo sinterización ayuda después de pirólisis.
Abstract
Carburo de boro (B4C) es uno de los materiales más duros en existencia. Sin embargo, esta atractiva propiedad limita también su maquinabilidad en formas complejas para alto desgaste, alta dureza y peso ligero material aplicaciones, como armaduras. Para superar este desafío, negativa fabricación aditiva (AM) se emplea para producir geometrías complejas de carburos de boro en varias escalas de longitud. AM negativa implica primero gelcasting una suspensión en un molde de plástico impreso en 3D. El molde entonces se disuelve, dejando un cuerpo verde como una copia negativa. Resinas de resorcinol-formaldehído (RF) se utiliza como gelificante novela porque a diferencia de los hidrogeles tradicionales, hay poco a ninguna contracción, que permite para que moldes extremadamente complejos ser utilizado. Además, este agente gelificante se puede pyrolyzed para dejar ~ 50 wt % de carbono, que es una ayuda altamente eficaz de sinterización para B4C. debido a esta distribución muy homogénea en situ carbono dentro de la matriz de B4C, porosidad menor al 2% se logra después de sinterizar. Este protocolo pone de relieve con detalle la metodología para la creación de cerca de piezas de carburo de boro totalmente denso con geometrías muy complejas.
Introduction
Carburo de boro (B4C), con un Vickers dureza de alrededor de 38 GPa, se conoce como la tercera más material disponible en el mercado, detrás de diamante (~ 115 GPa) y nitruro de boro cúbico (~ 48 GPa). Esta propiedad en particular, junto con una baja densidad (2,52 g/cm3), lo hace atractivo para aplicaciones de defensa como armaduras1. B4C también tiene un alto punto de fusión, resistencia de desgaste superior y absorción de neutrones alta Cruz sección2,3,4. Sin embargo, la utilización de estas propiedades mecánicas favorables requiere típicamente B4C al ser sinterizado a una alta densidad. Prensado en caliente es un método convencional para la sinterización B4C a todo densification. Esta técnica es a menudo limitada a geometrías simples con curvatura limitada y bastante uniforme de espesor. Costoso y requiere mucho trabajo mecanizado con corte láser o herramientas del diamante policristalino es necesario para introducir características más finas o más complejos.
Alternativomente, técnicas formación coloidales con menos presión de la sinterización pueden producir partes de densidad casi completo que requieren mínima no mecanizado. Debido a la falta de presión externa durante la consolidación, sinterización SIDA normalmente se añade al medio para aumentar la eficacia de la presión de la sinterización de cerámica. Carbono se utiliza comúnmente como una ayuda de sinterización para B4C5,6,7. Diversas fuentes de carbono, tales como nanopartículas polvos o materia orgánica carbonizada de pirólisis, se pueden utilizar. Distribución homogénea del carbón ayuda a lo largo de límites de grano de la sinterización es un factor importante para la obtención de sinterización uniforme B4C. Por lo tanto, concentración de carbono y tamaño de partícula de4C de B son también importantes e interrelacionan factores para sinterización de piezas de alta densidad8.
Una de las técnicas de formación coloidales más prometedores para la obtención de piezas de cerámica en forma de complejo es gelcasting. Esta técnica consiste en una suspensión de cerámica con un monómero orgánico de fundición en un molde que se polimeriza en situ para actuar como un gel9,10,11. El gel sirve como aglutinante para formar un cuerpo verde en la forma del molde que es lo suficientemente fuerte como para ser manipulados sin rotura en pasos de proceso subsecuentes. Previamente geometrías de molde 3D imposible ahora pueden ser producidos a través de bajo costo basados en polímeros aditivos (AM) de la fabricación técnicas como la estereolitografía (SLA) y deposición fundida (FDM)12de modelado. La reciente disponibilidad de impresoras 3D ha abierto nuevas posibilidades para el diseño de cerámica con geometrías muy complejas.
Negativo fabricación aditiva es una técnica que combina gelcasting con sacrificio moldes impreso en 3D. La complejidad de la pieza cerámica está directamente relacionada con la complejidad del diseño de molde. Diseños de molde ahora pueden ser increíblemente sofisticados con el advenimiento de plástico impresoras 3D de alta resolución. Por ejemplo, herramientas de exploración 3D se puede utilizar para capturar los contornos de una persona y ser incorporado en moldes. Utilizando AM negativa, se pueden crear armaduras de cerámica ligero adaptados a la forma y tamaño del cuerpo del individuo. Dichas personalizaciones diseño pueden proveer armaduras más ligeras de peso aumenta la movilidad para los usuarios.
Otras técnicas comunes de AM cerámica como tinta directa escriben (DIW), laser selectivo que sinteriza (SLS), carpeta y que echa en chorro (BJ) también son eficaces en la producción de piezas de cerámica en forma de complejo. Sin embargo, la mayoría de estas técnicas sólo es útil para la producción de finas estructuras porosas y no es eficiente cuando escala hasta grandes piezas, tales como armadura aplicaciones13,14,15,16, 17. por otra parte, la mayoría de estas técnicas no es viable para la producción de alto volumen debido a altos gastos. Por lo tanto, AM negativa es una ruta preferida y relativamente barata para la producción industrial de piezas en gran escala.
Las suspensiones de4C B utilizadas para gelcasting deben ser bajo en viscosidad y contiene un agente gelificante y ayuda de la sinterización. Resinas de resorcinol y formaldehído son elegidos por su capacidad para sufrir las reacciones de policondensación para formar una red de resorcinol-formaldehído (RF), que unen las partículas de B4C. Los hidrogeles tradicionales utilizados para gelcasting se limitan a moldes con corazones huecos debido a la alta contracción interna experimentada durante el secado de proceso18. RF se utiliza comúnmente como un aerogel, hay poco a ninguna contracción, que permite el uso de moldes más intrincado formados. Otra ventaja de usar RF es que la tasa de congelación puede ser controlada alterando el pH de la suspensión (figura 3). Además, suspensiones que contengan resorcinol o formaldehído pueden prepararse en avanzado y almacenados por separado hasta que estén listos para el casting. Lo más importante, el gel de RF se puede pyrolyzed para dejar 50 wt % carbono19. Esta distribución muy homogénea de carbono puede ayudar a la densificación de B4C a densidades casi completo durante la sinterización. 15% en peso de RF en relación con el carburo de boro se utiliza en la formulación de la suspensión para proporcionar 7,5% en peso de carbono después de pirólisis de las piezas del molde.
El objetivo general de este trabajo es combinar técnicas tradicionales de gelcasting con capacidades de impresión 3D de bajo costo y un único agente gelificante para obtener densidad casi completo de piezas de carburo de boro con geometrías muy complejas. Además de cerámica, AM negativa puede aplicarse a otros ámbitos materiales para crear geometrías totalmente nuevas de sistemas de múltiples materiales. La metodología aquí descrita se expande en el trabajo presentado en Lu et al. 8 y tiene como objetivo proporcionar un protocolo más detallado para reproducir esos resultados.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
PRECAUCIÓN: Por favor consulte con las hojas de datos de seguridad (SDS) de todos los materiales y utilice equipo de protección adecuado (EPI) que manipule materiales antes de fundición y curado. Imina de resorcinol y polietileno son conocidos por ser tóxicos. El formaldehído es tóxico y cancerígeno20. Preparación de suspensiones cerámicas debe hacerse en campanas químicas u otros entornos de trabajo bien ventilado.
1. negativa de fabricación aditiva
-
Preparación de una suspensión de dos piezas de 120 mL
Nota: Se preparará una suspensión de dos partes para ayudar a prolongar la vida útil de las suspensiones antes de fundición. Una suspensión (mezcla de R) contendrá el componente de resorcinol, y el otra (F-mix) contendrá el componente de formaldehído. Ambas suspensiones se mezclan para formar una suspensión final que iniciará el proceso de gelificación.- Para crear la mezcla de R, comenzar disolviendo 0,88 g de imina de polietileno (PEI) en 25,00 g de agua con un mezclador planetario.
- Para crear una mezcla de F separada, disolver 0,88 g de imina de polietileno (PEI) en 16,83 g de agua con un mezclador planetario.
Nota: Usando un mezclador planetario a 2000 rpm durante al menos varios minutos proporcionará a las fuerzas de corte suficientes para ayudar a disolver el viscoso PEI, resinas de resorcinol y formaldehído y suspender las partículas de carburo de boro. PEI sirve como agente de dispersión de las partículas de B4C - 12,60 g de resorcinol polvo se disuelven en la mezcla de R. La solución debe girar a la de un nublado blanco a una solución transparente clara después de la disolución completa del polvo de la mezcla.
- Añadir a la mezcla de F 17,03 g de solución de formaldehído y garantizar una mezcla completa.
- Gradualmente añadir 5,25 g (12 incrementos hasta 63,00 g) de polvo de carburo de boro (1500F) en la mezcla de R y F-mix por separado.
- Añadir a la mezcla de R y F-mix 6,50 g de ácido acético y garantizar una mezcla completa en cada uno.
Nota: en este punto, las suspensiones de dos partes tendrán 42% vol de B4C y están listas para combinarse para casting o almacenan para uso futuro (si es adecuadamente sellado). Ten cuidado que si las suspensiones a quedar ~ 1 h o más, asentamiento de partículas se produzca. Asegúrese de que las partículas son suspendidas mediante la aplicación de agitación cuidadosa antes de usar las suspensiones. También, tres diferentes lotes comerciales de carburos de boro, 1250F, 1500F y 3000F (denominados según sus tamaños aproximado malla tamizada), originalmente fueron probados. Cada lote tiene una distribución de tamaño de partículas diferentes, y el lote de 1500F B4C fue encontrado para lograr la mayor densidad de sinterizado, como se informó en Lu et al. 8. también se puede añadir ácido acético antes de los sólidos de4C B carga paso así, pero añadiendo al final ofrece la mejor facilidad de manejo al limitar los olores de ácido acético.
-
Preparación del 3D impreso moldes para la fundición
- Preparar el diseño de moldes en un programa de software de diseño asistido por ordenador (CAD).
- Imprimir los moldes utilizando una impresora 3D fundido deposición Modeling (FDM) con filamentos de acrilonitrilo-butadieno-estireno (ABS).
Nota: Los vapores de acetona pueden utilizarse para suavizar la textura del molde, si se desea21. La boquilla sugerida y las temperaturas de la cama son 240 ° C y 110 ° C, respectivamente. Parámetros como el espesor de la capa (0,2 mm), velocidad de la protuberancia y velocidad de enfriamiento son elegidos para optimizar la calidad de la pieza con deformaciones mínimas. Esto requiere algún ensayo y error con cada sistema de impresora única. Se recomienda un espesor de al menos 1 mm de pared. El tamaño mínimo de la función es de 0,5 mm; sin embargo, se sugiere no para pasar por debajo de 1 mm. moldes de Lu et al. 8 están disponibles para su descarga en línea en material de apoyo.
-
Combinación de la suspensión de dos partes para preparar para el casting
- Antes de combinar, agitar bien (mediante un vortex o mezclador planetario) R-mix con las suspensiones de F-mix individualmente para la B4C partículas son bien falsos.
- Combinar la mezcla de R y F-se mezclan para obtener la suspensión definitiva.
Nota: El pH de la suspensión combinada debe ser 2.8, que proporcionará unos 30 minutos del tiempo de trabajo de aire y emitir la suspensión final antes de gelificación que se producen. El inicio de la congelación se observan de fuerte aumento de la viscosidad de la suspensión. - Antes de colada, mezcle y aplique vacío (20-200 torr o 27 2,7 kPa) a la mezcla de la suspensión final durante unos 10 minutos eliminar las burbujas de aire sin hervir el agua. Esto puede lograrse mediante el uso de una placa de agitación a 200-300 rpm con un tarro vacío.
-
Gelcasting
- Vierta inmediatamente la suspensión de ventilado en los moldes de impresión 3D.
- Coloque los moldes dentro de un contenedor de vidrio sellado para evitar la pérdida de humedad durante el proceso de curado.
- Coloque el envase sellado con los moldes en un horno de 60-80 ° C para iniciar el proceso de curado.
- Deje que los moldes curar durante por lo menos 8 horas para las piezas que son de varios centímetros en la escala de longitud o posiblemente más para los moldes más grandes.
-
Disolución de los moldes para obtener cuerpos verdes
- Retire el envase sellado con los moldes del horno y déjelo enfriar a temperatura ambiente.
- Añadir suficiente acetona en el recipiente hasta que el molde está totalmente sumergido. La cantidad variará dependiendo del tamaño y volumen del molde utilizado (generalmente ~ 100 mL de acetona para un molde de 50 cm3 en dimensión).
Nota: Este proceso puede tardar hasta 2-4 días dependiendo del volumen de plástico que necesita ser disuelto lejos. Mínima agitación del baño de acetona o calentándolo ligeramente a 40 ° C puede ayudar a acelerar el proceso. Ejecutar precaución al calentar baño de acetona, un químico inflamable y puede llegar a ser explosivo cuando se combina con aire en ciertas gamas de composición. - Extraiga el cuerpo verde libre del baño de acetona después de que el plástico del ABS se disuelve lejos.
Nota: Después de la RF es curado, el molde puede ser disuelto, para obtener un cuerpo verde sólido en forma de una copia negativa de la geometría del molde interior. Este cuerpo verde debe ser lo suficientemente fuerte para sobrevivir suave y cuidadoso manejo en los pasos de tratamiento posterior posterior sin romperse. - Coloque los cuerpos verdes en un horno a 80 ° C para asegurar el completo secado y eliminación de toda la humedad.
Nota: Tiempo de secado varía según el volumen del cuerpo verde. Dejando la parte seca durante la noche (> 8 horas) es suficiente para los tamaños de cuerpo verde menos de 1000 cm3. No hay ningún daño en exceso de secado.
2. carbonización
- Después de secar, colocar cada cuerpo verde en un tubo de cuarzo de 2 pulgadas forrado con una lámina de grafito y ponerlos en un horno con fluir gas [250 estándar centímetros cúbicos de aire (SCCM) consisten en 4 wt % H2(g) y 96% en peso Ar(g) para crear una atmósfera reductora durante el tratamiento de la pirolisis.
- Calentar los cuerpos verdes dentro del horno a 5 ° C/min hasta 1050 ° C y mantener durante 3 horas.
Nota: Los cuerpos verdes de gel-cast tendrán 15% en peso de RF en relación con el B4C y proporcionarán aproximadamente 7,5% en peso de carbono tras el proceso de pirólisis. Este proceso elimina gran parte de los residuos de resinas de resorcinol-formaldehído y contaminará gravemente el horno si no se utiliza trampa. - Asegúrese de que los cuerpos verdes salen uniformemente más oscuros en color, indicando la presencia de carbono desde el tratamiento de la pirolisis.
3. la sinterización
Nota: Después de la sinterización, la rugosidad de la superficie de las muestras mejorará ligeramente en comparación con la rugosidad de la superficie de los moldes utilizados. Esto es una consecuencia de la 57-58 vol % encogimiento de las muestras de la sinterización.
- Coloque las piezas carbonizadas en un horno de grafito con vacío rellenados que fluye gas helio (420 SCCM) para la sinterización. Aplicar 280 SCCM para las ventanas delanteras y pirómetro y SCCM 140 directamente en la cámara de muestra con una presión de ~ 170 kPa.
- Calentar el horno a 2290 ° C (20 K/min a 2000 ° C luego 3 K/min a 2290 ° C) y sostenga por 1 hora lograr una óptima densificación de las partes.
Nota: La densidad de Arquímedes es una técnica común y rápida para medir la densidad de las partes de carburo de Boro sinterizado. Kits de la densidad de Arquímedes se pueden agregar a báscula balanza analítica medir la densidad de las muestras o manualmente determinado22. Carburo de boro con un 7,5% en peso de carbono tendrá una densidad máxima teórica (TMD) de 2,49 g/cm3. Piezas sinterizadas a 2290 ° C desde esta metodología se traducirá en 2,43 ± 0,01 g/cm3 que es de 97.6 ± 0,4% TMD.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Siguiendo el procedimiento delineado (figura 1), partes de carburo de boro forma complejos con el carbón (B4C/C) pueden ser sinterizadas hasta 97,6 ± 0,4% de densidad máxima teórica con dureza de Vicker de 23.0 ± 1.8 promedio8. Se han demostrado varios posibles ejemplos de piezas sinterizadas de C/C de4B (figura 2). Estos ejemplos muestran las características de texturas finas que pueden ser copiadas por la técnica de gelcasting. Esto es ventajoso para la creación de piezas que requieren funciones de meso-escala exacta. Reología de la última suspensión de C B4se determinó por diferentes pHs. Una suspensión de pH 2.8 se midió como la más baja viscosidad durante más de 20 minutos, que es adecuada para mezclar, -respiradero y fundición (figura 3).
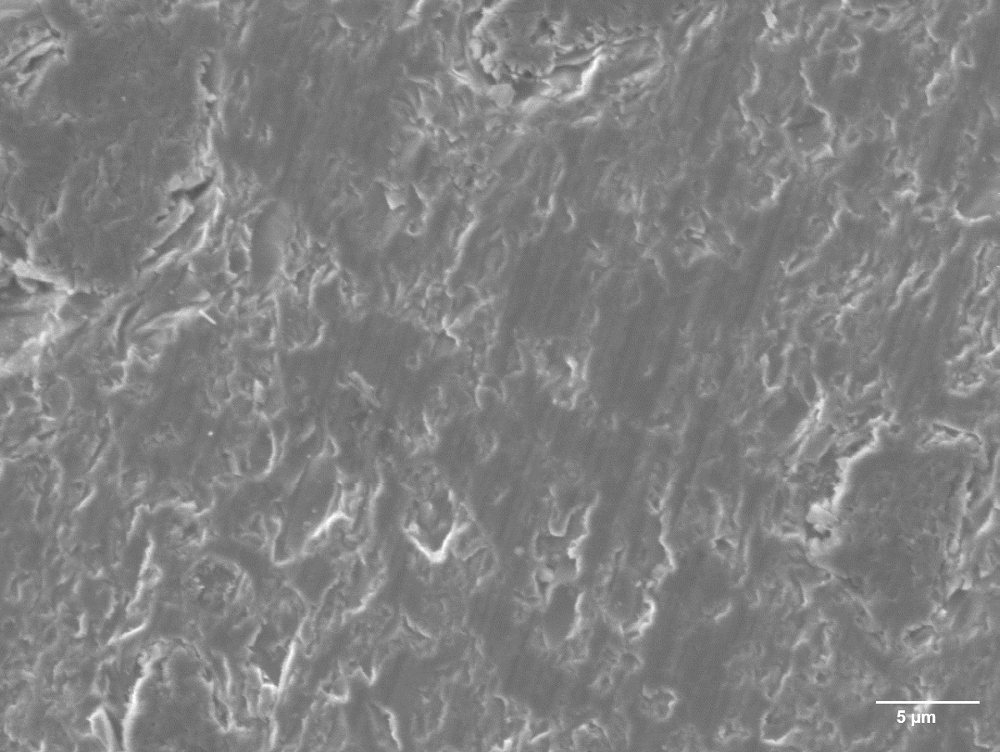
Microscopía electrónica de barrido más había indicado que redes uniforme de carbono están cubiertas en las partículas de B4C después de la pirólisis de RF (Figura 4A y 4B). Después de la fundición y después calor medidas de tratamiento, caracterización mediante difracción de rayos x (DRX) confirmaron la evolución del carbono como grafito (figura 4). Imagen microestructural de una muestra de carburo de boro totalmente sinterizado reveló baja porosidad en la pieza final, que es altamente deseable (figura 5).

Figura 1 : Representación el proceso negativo de AM para producir complejos de alta densidad en forma de carburos de boro. Este esquema proporciona una descripción paso a paso del proceso de fabricación entero, de la impresión 3D del molde para la sinterización de la cerámica parte final. Esta figura ha sido modificada con permiso de Lu et al. 8. haga clic aquí para ver una versión más grande de esta figura.

Figura 2 : Complejo B en forma de sinterizado 4 C/C partes de > 97% densidad de AM negativa. (a) Gyroid; (b) celta nudo; (c) cúbico enrejado. La ligera diferencia textural de cada forma es debido a las diferencias en la calidad de los moldes 3D impreso utilizado (las regiones negras oscuras son residuos de carbón que dejó en la superficie después de pirólisis de los moldes y puede ser frotadas). Esta figura ha sido modificada con permiso de Lu et al. 8. haga clic aquí para ver una versión más grande de esta figura.

Figura 3 : Reología de la suspensión final de B4C. (a) viscosidad complejo en función del tiempo para suspensiones de diferentes pH B4C y resorcinol-formaldehído. El espesamiento se define como la viscosidad a 1 Pa∙s. (b) tiempo para llegar a engrosamiento de las suspensiones de pH diferentes. Esta figura ha sido modificada con permiso de Lu et al. 8. un reómetro con placas circulares paralelo conectados a una frecuencia constante de cepa y 1 Hz de oscilación de 30% fue utilizado para medir viscosidad compleja. Se midieron todas las muestras a temperatura ambiente a excepción de una muestra de pH 2.8, donde la cámara de temperatura ambiental en el instrumento fue utilizada para proporcionar calor (16,2 ° C/min) hasta 80 ° C. Haga clic aquí para ver una versión más grande de esta figura.

Figura 4 : Microscopia electrónica de barrido y DRX fueron utilizados para identificar la presencia de carbono red dentro de la matriz de carburo de boro después de RF del gel de la pirolisis. Se muestran partículas de carburo de boro 1500F (a) sin capa de carbono y (b) con 7.5 wt % carbono la capa. (c) DRX de etapas diferente tratamiento térmico de la B4C fundido. Esta figura ha sido modificada con permiso de Lu et al. 8. espectros de DRX se obtuvieron en un difractómetro de rayos x. Muestras fueron montadas en una arcilla de polímero y niveladas plana. Un LynxEye 1-dimensional Si tira detector lineal se utilizó con una raja de divergencia variable de 6 mm y una abertura de la dispersión de 0.5°. La fuente era radiación Cu Ni filtro (λ = 1.5406 Å) de un sellado tubo de radiografía operado a 40 kV y 40 mA. La fuente y del detector fueron caminados analizan juntos en ángulo fijo de la muestra con un combinado 2θ de 20-80° a una velocidad de 0,02 ° / s. algoritmos post-processing del software de análisis de DRX fueron utilizados para las contribuciones lejos de ruido de fondo y la Radiación K-alfa 2. Un microscopio electrónico de barrido en 10.0 kV aceleración de voltaje en modo de electrones secundarios se utilizó para las partículas de la imagen el B4C. Haga clic aquí para ver una versión más grande de esta figura.

Figura 5 : Una superficie de corte transversal de una muestra de carburo de Boro sinterizado 1500F de 2290 ° C a ~ 97% densidad. Esta figura ha sido modificada con permiso de Lu et al. 8. haga clic aquí para ver una versión más grande de esta figura.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
La metodología de fabricación aditiva negativo descrito en el protocolo permite piezas de carburo de boro forma complejos que se producirán en densidad casi completo después de sinterizar en una temperatura óptima de 2290 ° C. Los primeros pasos de varios relacionados con preparación y fundición son los más críticos para la generación de una alta calidad con mínimos defectos. Si la viscosidad de la suspensión es demasiado alta, se producirá la mezcla pobre. La porosidad de la pieza sinterizada también se ve afectada ya que el aumento de la viscosidad dificulta la eliminación de burbujas de aire. Si la suspensión final ha sentado inactivo durante demasiado tiempo después de la mezcla y grupos, el aumento en la viscosidad será problemático para el relleno de pequeñas cavidades en moldes con forma irregular impreso en 3D.
Otra cuestión a tener en cuenta es que Stoke de colocar el efecto en las suspensiones acuosas. Si la viscosidad de la suspensión es suficientemente baja después y no inmediatamente curado, se asientan las partículas de carburo de boro en las suspensiones, causando un gradiente de concentración en los órganos verdes. Incorrectamente se deformarán piezas de fundición, con la mayor contracción en la parte superior en comparación con la parte inferior durante la sinterización. Para solucionar este problema, el carburo de boro con distribuciones de tamaño de partícula multimodal pueden ser utilizado para minimizar los problemas de contracción no uniforme durante la sinterización. El índice de gelificación de RF, que es altamente dependiente en el pH y la temperatura de la mezcla, es otro factor importante a considerar. Mayor pH y temperaturas corresponden a rápida cinética de polimerización, que se observa como un aumento en la viscosidad de la suspensión. Reducir el pH de las suspensiones permite más tiempo de trabajo durante el colado y curado para iniciarse instantáneamente como un conjunto termal.
Aunque AM negativa es una técnica fácilmente escalable para la producción de alto volumen de piezas grandes de forma complejas, este método está limitado en la producción de piezas de miniatura. Cuerpos verdes de los moldes cerámicos tienen una resistencia inherente en verde. La resistencia en verde de una parte del reparto será débil si las dimensiones son lo suficientemente pequeñas. Por ejemplo, un cuerpo verde menos de 1 mm de espesor se romperá fácilmente de la contracción interna subraya durante el proceso de polimerización después comparado con un cuerpo verde que es mayor de 10 mm de espesor. Por lo tanto, la elasticidad y rigidez del material del molde son parámetros importantes ya que se producirán mayor estrés de contracción si se utiliza un molde rígido, debido a la expansión térmica del molde del tratamiento de calor de 80 ° C. Hemos demostrado que relativamente suaves moldes tales como hexanediol diacrylate (HDDA) pueden ser utilizados para producir altamente ordenados enrejados con tamaños de característica ~ 100 μm sin rotura y para crear compuestos de meso-escala8,23.
En conclusión, AM negativa es una técnica sencilla que combina gelcasting con impresión 3D plástico barata para producir piezas de cerámica en forma de complejo. La ventaja de la metodología descrita aquí es su capacidad de escala para producción de alto volumen mientras que siendo rentable. Trabajo futuro incluirá más sólidos de4C B carga en suspensiones para limitar la contracción durante la sinterización. Ensayos mecánicos está también en marcha evaluar las propiedades de resistencia de estos materiales. Sin embargo, AM negativa no está limitada a sólo los materiales y sistemas presentados en el presente Protocolo. Pueden utilizarse varios agentes gelificantes y 3D impreso moldes de otros materiales o técnicas de AM. Por ejemplo, Franchin et al. 24 creó moldes de plantilla sacrificial poroso con ácido polyactic (PLA) utilizando geopolymers como el componente inorgánico. Estas plantillas de sacrificio de PLA pueden eliminarse térmicamente cuando está deseado24. Por lo tanto, la técnica general que se describe en este protocolo se puede aplicar en un basto dominio de materiales, que se abren nuevas posibilidades para el desarrollo de la masa de cerámica en forma compleja, los metales y otros sistemas compuestos.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
Los autores no tienen nada que revelar.
Acknowledgments
Este trabajo fue realizado bajo los auspicios del Departamento de energía estadounidense por Lawrence Livermore National Laboratory bajo contrato DE-AC52-07NA27344. Lanzamiento IM LLNL-JRNL-750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}